レシプロソーとは?

マキタ小型レシプロソー・JR1000FTK

マキタ充電式レシプロソー・JR144DZ
レシプロソーとは、ブレード(鋸刃)が往復運動(reciprocating)する事により、木材や金属を切断する電動ノコギリの事です。
マルノコやジグソーにある広いベース面(レシプロソーではシューと呼ばれる)が無いため、狭い場所での使用や開口部を作る時に非常に便利です。
セイバーソーと呼ばれる事もありますが、どちらも同じ仕組みの電動ノコギリです。
今回はマキタのAC電源式小型レシプロソー “JR1000FTK” と充電式レシプロソー “JR144DZ” を使用し、レシプロソーの構造と使い方・AC電源式と充電式の使用感の違いについて説明していきます。

ブレードの脱着方法
レシプロソーではノコギリの刃にあたる “ブレード” が替刃式になっており、使用するレシプロソーの種類・切断する素材に適したブレードを装着し、摩耗したら適宜交換し作業します。
JR1000FTKの場合
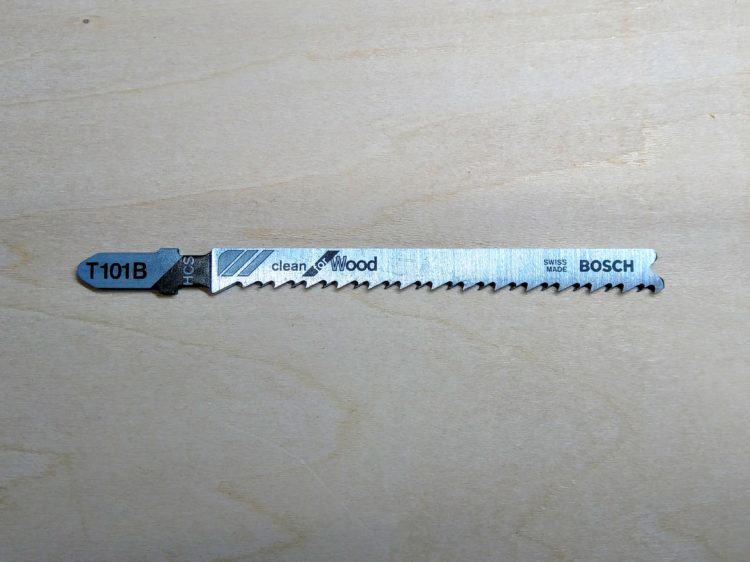
ジグソーブレード・Bタイプ(木材切断用)
JR1000FTKはジグソーブレードのBタイプのみ使用する事が出来ます。
一般的なレシプロソーブレードは使用出来ないので注意してください。

ブレード取り付け部分

ホルダカバーを回転させる

脱着可能な状態
ホルダカバーを押してブレードクランプを回転させます。
ブレードクランプの切り込み部分と本体のブレード取り付け部分が一直線の穴になる様に、ホルダカバーを回し保持します。

ブレードを差し込む

ブレードの出っ張り部分

ブレード装着完了
ホルダカバ-を回転・保持したまま、ブレードの出っ張りが完全に見えなくなるまで差し込みます。
ホルダカバーから手を離すと、ブレードクランプが元の位置に戻りブレードが固定されます。(ブレードを引っ張ってみてきちんと装着しているか確認します。)
ブレードを外す際は、取付の逆の手順で行います。
JR144DZの場合
レシプロソーブレード(鉄工用)
R144DZでは通常のレシプロソーブレードは勿論ですが、ジグソーブレード・Bタイプも使用する事が出来ます。

ブレードクランプ部分

ブレード締め付けボルトをゆるめる
ブレードを固定するブレードクランプの締め付けボルトを緩めます。


ブレードクランプを押し込む前

ブレード締め付けボルトに六角棒レンチをさしたまま、ブレードクランプを押し込みます。
ブレードクランプを押し込むと、ブレード差し込み口が開きます。

レシプロソーブレード差し込み口

ブレードを差し込む

ボルトを締める
レシプロソーブレードを使用する時は、広い開口の差し込み口にブレードを奥まで差し込み、ブレード締め付けボルトを締めてブレードを固定します。

ジグソーブレード差し込み口

ブレードを差し込む

ボルトを締める
ジグソーブレードを使用する時は、狭い開口部分にブレードをはめ込みながら奥まで差し込み、ブレード締め付けボルトを締めてブレードを固定します。
ブレードを固定したら、ブレードを引っ張ってみてきちんと装着しているか確認します。
ブレードを外す際は、取付の逆の手順で行います。
シューの位置調整

材料にシューを押し当てる
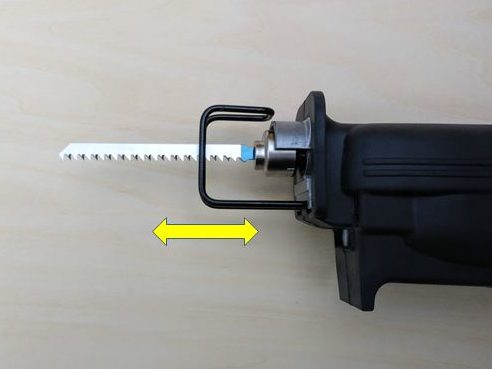
シューを前後に移動
レシプロソーで切断作業をする時は、材料にシューをしっかりと押し当てて使用する為、ブレードの一部(シューの間近部分)を酷使し、切れ味が悪くなりがちです。
シューの位置を移動・調整する事により、ブレード全体を満遍なく使用する事が出来ます。
JR1000FTKの調整方法

カバーの切れ込み部分

カバーをめくる

六角棒レンチで固定ネジを緩める
本機下側のカバーに切れ目が入っている部分があり、めくるとシュー固定ネジが現れます。
六角棒レンチで固定ネジを緩め、シューを移動・調整したら、固定ネジを締め付けシューを固定します。
JR144DZの調整方法

六角棒レンチ挿入口

六角棒レンチで位置調整ネジを緩める
シュー位置を調整
本機下側のカバーに六角棒レンチ挿入口があり、内部に位置調整ネジが収まっています。
六角棒レンチを差し込み位置調整ネジを緩めたら、シューの位置を移動、調整が完了したら位置調整ネジを締めシューを固定します。
スイッチ操作
JR1000FTKの場合

スイッチレバー

スイッチレバーを引く
この機種は、スイッチレバーを引くと作動し、離すと止まります。
スイッチレバーの引き加減でブレードの前後運動(ストローク)の速度が変わります。

スピード調整ダイヤル
スイッチレバーには、“スピード調整ダイヤル” があり、スイッチレバーを最大に引いた時のブレードのストロークスピードを変える事が出来ます。
スピード調整ダイヤルを右に回すとストロークが速くなり、左に回すと遅くなります。
JR144DZの場合

スイッチが2ヶ所
この機種は、スイッチが2ヶ所(スイッチレバーとトリガー)あります。
トリガー(引金)は、高い場所や狭い場所での材料カットを行う場合に使用します。
スイッチレバーは、握り込んで使用するのでしっかり力を加えて材料カットを行いたい場合に使用します。

トリガロックボタン 解除側

ロック解除側を押し込む

ロック側ボタンが出っ張る
トリガーの上部側面に、トリガロックボタンがあります。
本体右側面のトリガロックボタン・解除側を押し込んだ状態にすると、トリガー(引金)・スイッチレバーを引くことが出来、スイッチが入ります。
(反対側のトリガロックボタン・ロック側が出っ張ります)

トリガー(引金)を引く
トリガー(引金)は引き加減によりストロークの速さが変わります。
トリガー(引金)を離すとスイッチが切れます。

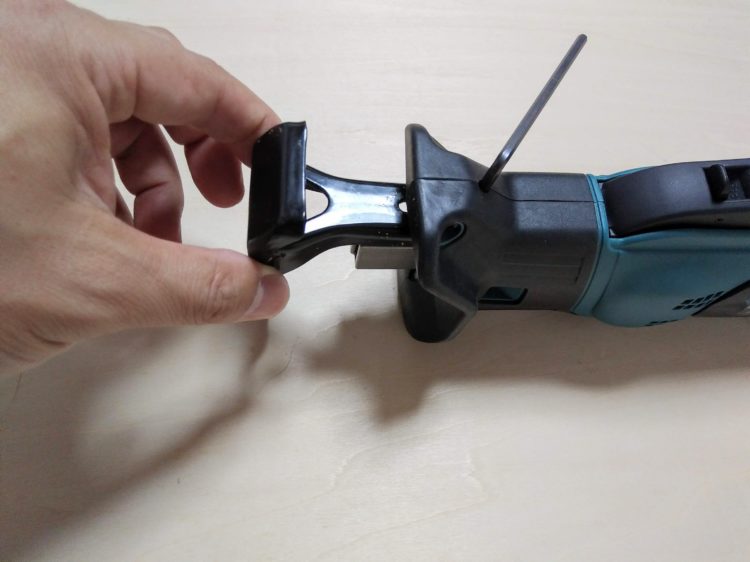
ロックオフレバー

ロックオフレバーを手前に倒し込む

スイッチレバーを引く
スイッチレバーを使用する前に、誤作動防止の為、トリガロックボタン・ロック側を押し込み、トリガー(引金)を引けないようにしておきます。
スイッチレバーにはロックオフレバーがあり、手前にレバーを倒し込む事ではじめてスイッチレバーを引く事が出来ます。
トリガー(引金)と同じで、スイッチレバーの引き加減によってストロークの速度が変わります。
スイッチレバーを離すとロックオフレバーが戻り、スイッチレバーが引けない(スイッチが入らない)仕組みになっています。
JR1000FTK(AC電源式)とJR144DZ(充電式)の切断能力の比較
| JR1000FTK(AC電源式) | JR144DZ(充電式) | |
| ストローク数 | 0~4800(回/分) | 0~3000(回/分) |
| ストローク長さ | 14mm | 13mm |
| 切断能力 | パイプ(金属)⇨直径・25.4mm
木材⇨厚さ・55mm |
パイプ(金属)⇨直径・50mm
木材⇨厚さ・50mm |
JR1000FTK(AC電源式)とJR144DZ(充電式)の切断能力は、取扱い説明書によるとほぼ同じですが、大きな違いは “ストローク数” です。
JR1000FTKのストローク数・最大4800(回/分)は、他のマキタ製レシプロソーの中で一番早いストローク数となっています。
AC電源式と充電式のレシプロソーの切断能力の違いを、実際に様々な材料を切断して検証していきます。
両機種とも新品のジグソーブレード・Bタイプを使用し、充電式のバッテリーは100%充電されている物を使用します。
木材の切断
SPF材(50mm×30mm)
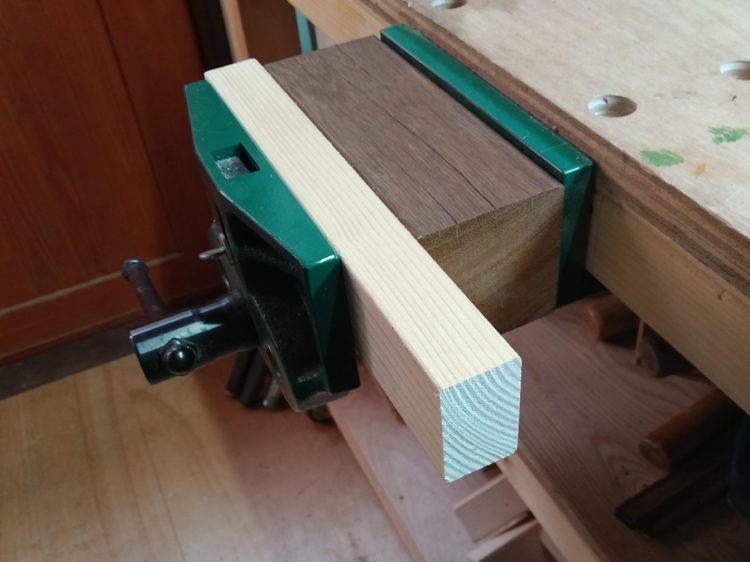
SPF材・50mm×30mm
木工用(仕上げ)
SPF材・50mm×30mmをバイス等でしっかりと固定し、ジグソーブレード・木工用(仕上げ)を使用して切断します。
・JR1000FTK

低速で切り始める

高速で切り進める

切断面
レシプロソーは、シューを材料にしっかり押し当て、低速のストロークで切り始めます。
材料に溝が出来てブレードがずれなくなったら、高速のストロークで切り進めます。
JR1000FTKでのSPF材の切断は、切断面が多少荒れますが、ストレスなく切り進める事が出来ます。
・JR144DZ

シューをしっかり押し当てる

高速で切り進める

JR144DZでの切断面
シューをしっかり押し当て、低速のストロークで切り始めます。
JR1000FTK(AC電源式)に比べて、ストロークスピードが遅いですが、同じ程度の切れ味で切断出来ます。
イタウバ材(ハードウッド・2×4材)

イタウバ材(ハードウッド・2×4材)

木工高速切断用ブレード
イタウバ材(ハードウッド)の2×4材を木工高速切断用ブレードを使用し切断していきます。
・JR1000FTK

低速で溝を作る

高速で切断

切断面
イタウバ材は硬い材なので、切り始めは低速でブレードのガイドとなる溝をしっかりとつけます。
溝に沿って高速で切り進めますが、SPF材と違って下方向にしっかりと力を入れて切断していきます。
切断速度が少し遅くなりブレードの熱で焦げた部分がありますが、切断する事が出来ます。
・JR144DZ

低速で溝を作る

高速で切断

切断面
低速でガイドとなる溝をつけ高速で切断していきますが、かなり力を入れてもなかなか切り進める事が出来ません。
かなりの時間をかけ切断する事が出来ましたが、切断面はガタガタで焦げてしまった所も多く見られます。
金属の切断
スチールパイプ(外径25.4mm・厚み1.2mm)

スチールパイプ

金工用(高速切断)ブレード
スチールパイプ(外形25.4mm・厚み1.2mm)を金工用(高速切断)ブレードで切断していきます。

切削油

切削油を塗布
金属の切断には “切削油” を使用します。
切削油とは、金属と切削刃物との摩擦を抑えることにより、加工精度を上げ切削刃物の耐久性を高める役割をします。
(今回の使用法とは異なりますが、切削時絶えず切削油を注ぎ続ける場合があり、その場合は冷却作用と切りくずの排出を助ける役割もします。)
切削個所に切削油を塗布します。(切削途中も適宜塗布します)
・JR1000FTK

低速で切削開始

適切なストローク速度で切削

切断面
スチールパイプにシューを押し当て低速で切削し始めます。
円柱の為、シューを押し当てずらくレシプロソーが不安定になりがちです。(本機はシューの材料に接する面積が狭いため、切り始めと切り終わりの本体の扱いに注意が必要です。)
切り始めは低速で慎重にガイドになる溝をつけていきます。
金属の切断は、ブレードが材料に引っかかった時の反発力が強く、高速で強引に切断しようとするとブレードが破損する可能性があります。
ブレードがスムーズに動く適切な速度を見極め、切断していきます。
適宜、切削油を塗布しながら切断します。
切断面は多少荒れますが、比較的スムーズに切断できます。
・JR144DZ

低速で切削し始める

高速切断

切断面
R1000FTKに比べるとシューの面積が大きいので、比較的スチールパイプに当て易いですが、低速で慎重にガイドの溝をつけていきます。
ブレードがスムーズに動く速度で切断していきます。
JR1000FTKと同じような力加減で切断できます。
等辺アングル鋼(厚み・3mm×25mm×25mm)
等辺アングル鋼(厚み・3mm×25mm×25mm)
金工用(高速切断)ブレード
等辺アングル鋼(厚み・3mm×25mm×25mm)を金工用ブレードで切断していきます。
・JR1000FTK

低速で切削し始める

適切なストローク速度で切断

切断面
切断箇所に切削油を塗布し、低速で切削し始めます。
ガイドになる溝をしっかりつけたら、ブレードがスムーズにストローク出来る適切な速度で切断していきます。
切断方向(下方向)へ多少力を加えながら切断していきますが、比較的スムーズに切断する事が出来ます。
・JR144DZ

低速で切削し始める

適切なストローク速度で切断

切断面
切断箇所に切削油を塗布、低速で切削しガイドの溝をつけます。
JR1000FTKの切断と同じ様な力加減・切れ味で切断する事が出来ます。
塩ビパイプ・プラスチックの切断
塩ビパイプ(外径26mm・厚さ2.7mm)

塩ビ管・外径26mm厚さ2.7mm
塩ビ・プラスチック用ブレード
塩ビパイプ(外径26mm・厚さ2.7mm)を塩ビ・プラスチック用ブレードで切断していきます。
・JR1000FTK

低速で切削し始める

高速で切断

切断面
シューやブレードが滑りやすい素材なので、低速で慎重にガイドの溝をつけていきます。
溝に沿ってある程度高速で切断していきます。
切断面は多少荒れますが、スムーズに切断出来ます。
・JR144DZ

低速で切削し始める

高速で切断

切断面
シューをしっかり当て、低速で切削し始めます。
JR1000FTKでの切断と同じ様に、切断面は多少荒れますが、スムーズに切断出来ます。
レシプロソーブレードの種類
“JR1000FTK” と “JR144DZ” の切断能力の比較にはジグソーブレード(Bタイプ)を使用しましたが、レシプロソーブレードにも様々な素材に対応した物があります。
木材切断用レシプロソーブレード

木工用レシプロソーブレード

木工用(鋸タイプ)レシプロソーブレード
木工用レシプロソーブレードには、ジグソーブレードとノコ刃の形状が似ているものと、手鋸と同じようにノコ刃にしっかりとした目立てを施してある物があります。

木工用レシプロソーブレードによる切断

切断面
ジグソーブレードとノコ刃形状が似ているレシプロソーブレードの切断では、ジグソーブレードでの切断と同じ様な切れ味(切断面が多少荒れる)になります。

木工用(鋸タイプ)レシプロソーブレードによる切断

切断面

生木の切断
ノコギリタイプのレシプロソーブレードは、刃数が多く刃の目立てがしっかりしているため、切断時の抵抗感が少なく切断面もきれいに仕上がります。
他には生木の切断などにも適しています。
金属切断用レシプロソーブレード

鉄工・ステンレス用レシプロソーブレード

適切なストローク速度で切断

切断面
金属切断用レシプロソーブレードのノコ刃形状は、ジグソーブレードと似ており、同様の切れ味(切断面が多少荒れる)になります。
塩ビ用レシプロソーブレード

塩ビ用レシプロソーブレード

塩ビパイプ(外径76mm・厚さ2.2mm)を切断

切断面
塩ビ用レシプロソーブレードは、塩ビパイプだけでなく竹の切断も可能です。
ブレードの長さが長いので、直径の大きな塩ビパイプを切断することが出来ます。
刃数が多く、刃の目立てがしっかりしているため、綺麗な切断面になります。
ボード用レシプロソーブレード

ボード用レシプロソーブレード

石膏ボードを切断

石膏ボードの窓抜き
ボード用レシプロソーブレードは石膏ボード・べニアなどの切断用で、窓抜き作業を想定し刃の長さが短くなっています。
住宅の壁面にコンセント穴等をあける際に非常に便利なブレードです。
JK1000FTK専用研削系ブレード

丸やすり

平やすり

サンディングアダプター
ジグソーブレードにはレシプロソー専用の研削系ブレードがあります。
取り付け部分の形状はジグソーブレード(タイプB)と変わらず、先端部分が丸やすり・平やすり・サンディングアダプターになっています。

バリ取り

面取り加工
先端がやすり形状のブレードは、狭い箇所のバリ取りや面取りに便利です。

裏面がマジックテープ

専用のサンディングペーパーを貼り付ける

サンディング
サンディングアダプターの裏面はマジックテープになっており、専用のサンディングペーパーを貼り付け、レシプロソーでサンディングする事が出来ます。
まとめ
今回はレシプロソーの構造と使い方、マキタ製のAC電源式 JR1000FTK と充電式 JR144DZ を比較してみました。
レシプロソーの特徴はシューの面積が小さく、狭い箇所での切断・際切り・窓抜きなど、既存の建築物に加工を施す事に適しています。
AC電源式 と充電式を比較しましたが、切断スピードとパワーはAC電源式が上回ります。
今回使用したレシプロソーはコチラです。
ぜひ参考にしてみてくださいね。