DIYでも使用頻度の高い電動工具「丸ノコ」について、セッティング方法や実際の操作方法、作業上の注意点、丸ノコで出来る加工などに関して詳しく解説していきます。
丸ノコの使い方に関しては、【木工DIY】丸ノコの使い方について詳しく解説します。 の動画でも詳しく解説しています。
丸ノコとは?

丸ノコによる切断作業

ノコ刃回転方向
丸ノコとは、丸い円盤状のノコ刃(チップソー)が高速回転(毎分4000~5500回転)し、木材等を直線切断する電動工具です。

傾斜切断

溝加工
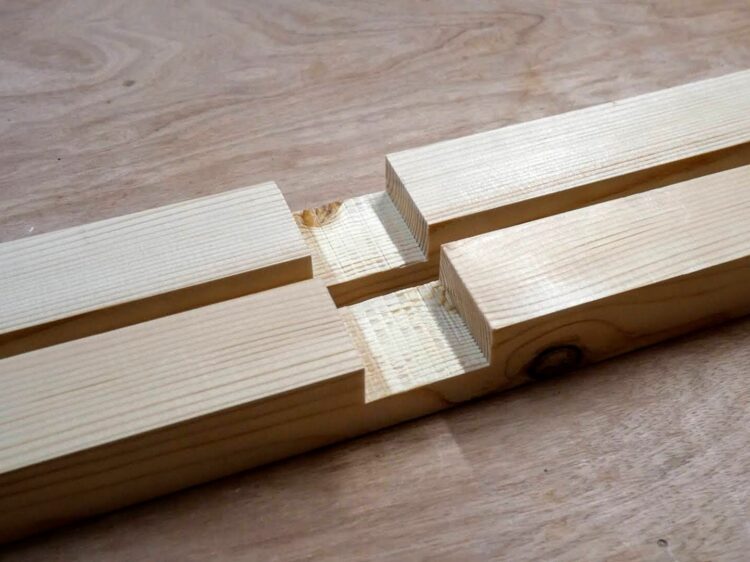
欠き取り加工

窓あけ加工
直角や傾斜の切断の他、溝加工・欠き取り加工・窓あけ加工など様々な切削加工が可能です。
直線切断に特化した電動工具で、基本的にジグソーのような曲線切断は出来ません。

ワイヤレスタイプの丸ノコ

AC電源タイプの丸ノコ
丸ノコには、充電バッテリーを使用するワイヤレスタイプと、コンセントにつなぐAC電源タイプがあります。
両方とも本体重量は2.5キロ~3キロ程度、ノコ刃回転数も4000回転/毎分~5500回転/毎分程度とほとんど変わりはありません。
今回はノコ刃外径が165mmのマキタ製マルノコ(ワイヤレスタイプ・AC電源タイプ)を使用し、使い方と構造について説明します。


丸ノコの使い方等に関して動画でご覧になりたい方は、以下の動画をご視聴ください。
丸ノコの各部名称と機能
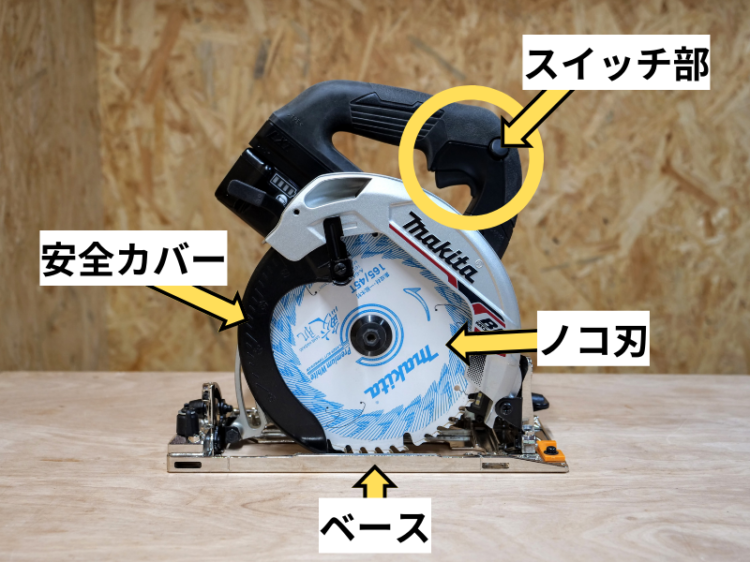
丸ノコ各部名称
丸ノコ各部名称

シャフトロック

切り込み深さ調整レバー
安全カバー

安全カバー全開状態

安全カバー全閉状態

ノコ刃の露出を防ぐ
安全カバーはバネで絶えず全閉方向に閉じる仕組みになっており、加工作業中回転するノコ刃が作業者側へ露出する事を防いでくれます。
切り込み深さ調整レバー

切り込み深さ調整レバー(締まる・緩む)

ベースを上下して切り込み深さを調整
切り込み深さ調整レバーは、上方向に押し込むとベースの固定を緩める事が出来、下方向に押し込むと締まり固定出来ます。
切り込み深さの調整は、調整レバーを緩めベースを上下して調整したらレバーを締め込み固定して行います。
※メーカーや機種によっては、切り込み深さ調整レバーの形状・位置が異なる場合があります。
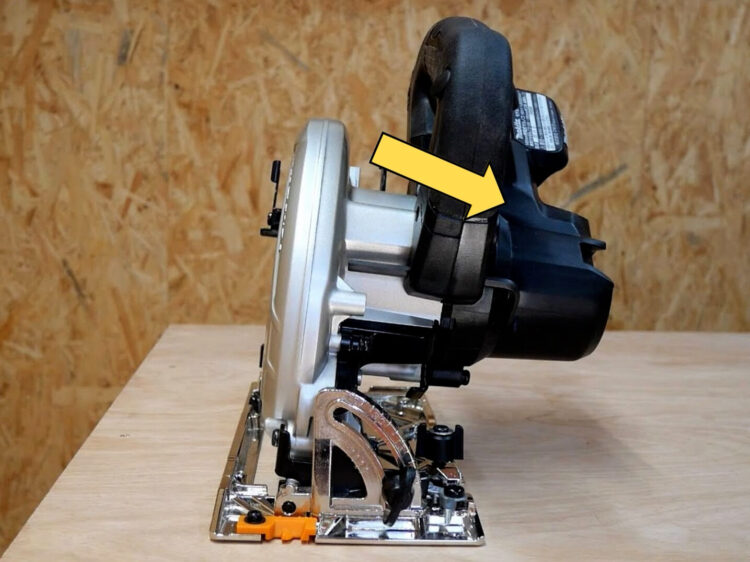
スイッチ操作

ワイヤレスタイプ・スイッチ部

AC電源タイプ・スイッチ部
ワイヤレスタイプとAC電源タイプではスイッチ部の構造・機能が異なります。

ワイヤレスタイプ・スイッチ部詳細
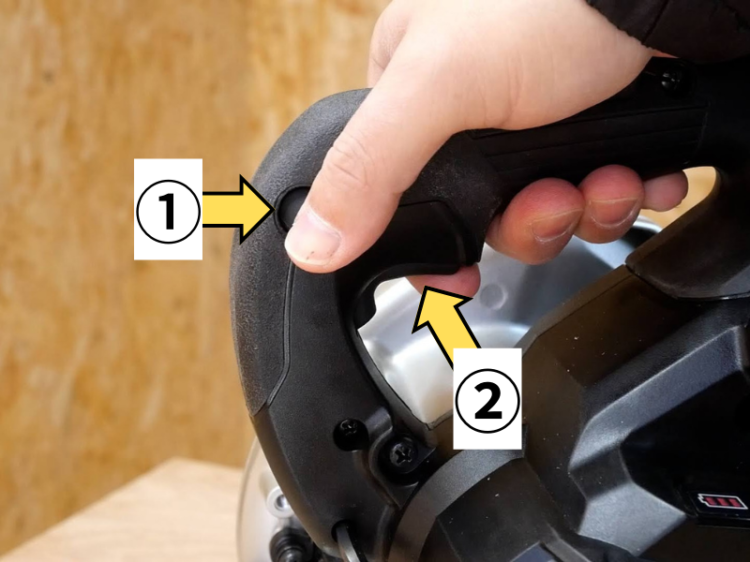
ロックオフボタンを押しながら引金を引く

引金を引くだけでは始動しない
ワイアレスタイプは、①ロックオフボタンを押したまま②引金を引くとスイッチが入り、放すと切れます。
引金のみ引いてもスイッチが入らない構造です。

AC電源タイプ・スイッチ部詳細

引金を引くとスイッチが入り離すと切れる

引金を引きながらロックボタンおす

引金から指を離してもスイッチが入った状態を保持
AC電源タイプは、引金を引くだけでスイッチが入り、放すと切れます。
①引金を引いた状態で②ロックボタンを押し込むと、引金を離しても引金が固定され、連続運転が出来る仕組みになっています。
もう一度引金を引くとロックボタンが戻り、連続運転が解除されます。
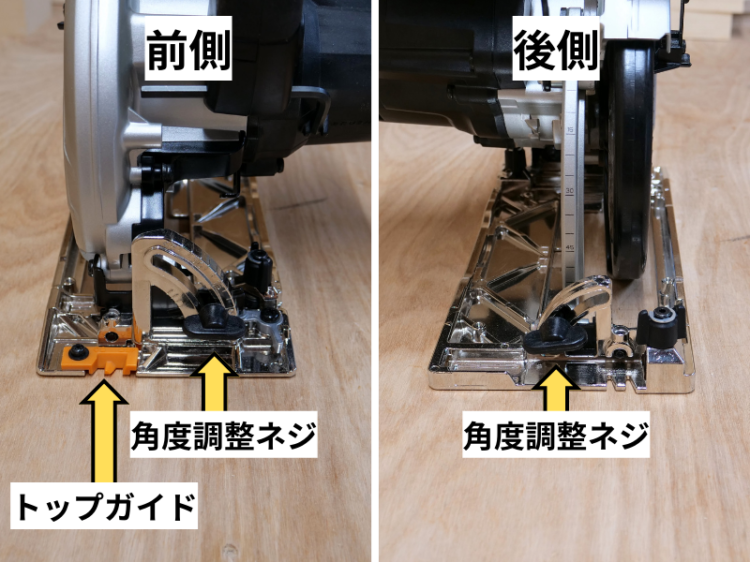
角度調整ネジ

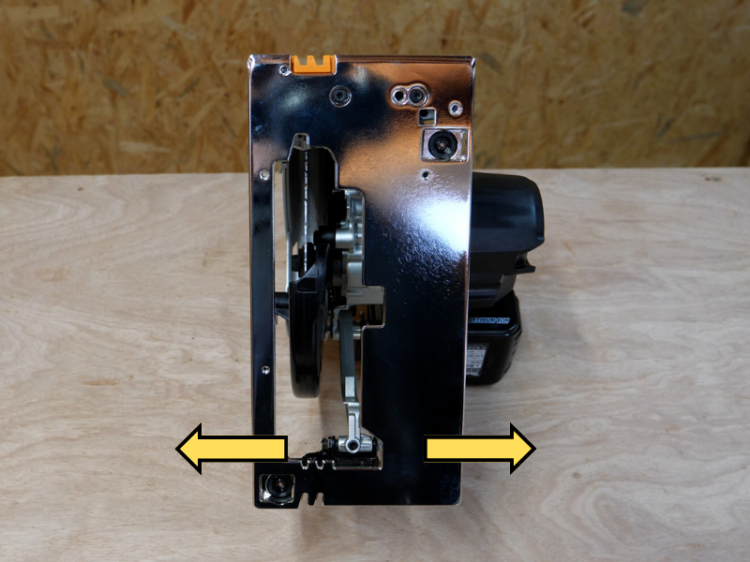
前後の角度調整ネジを緩める
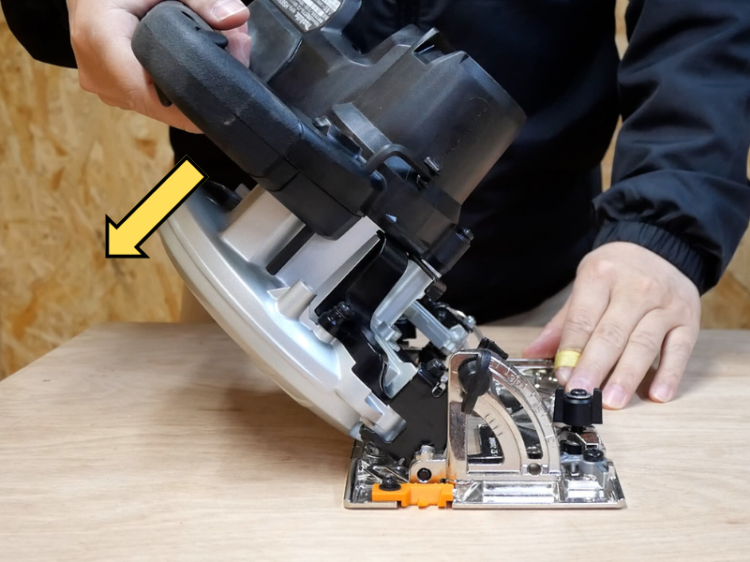
右に45°傾斜可能
本体前後の角度調整ネジを緩めると、右方向へ45°まで任意の角度でノコ刃を傾斜させる事が出来ます。
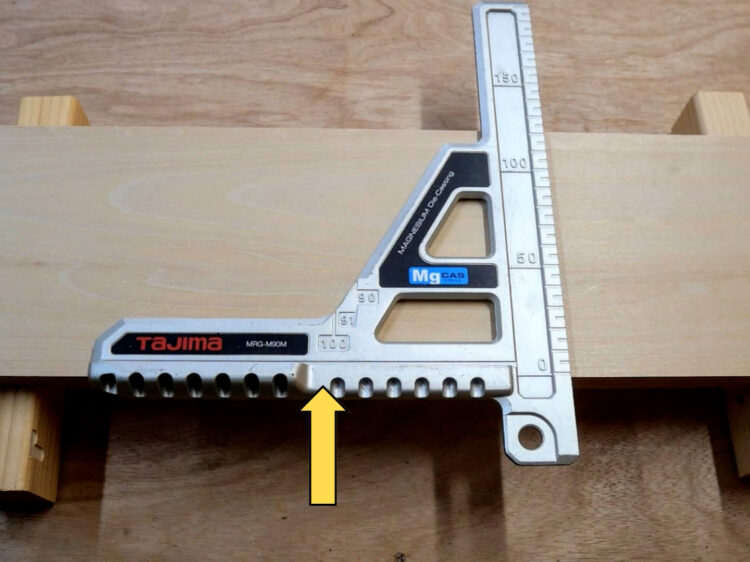
トップガイド
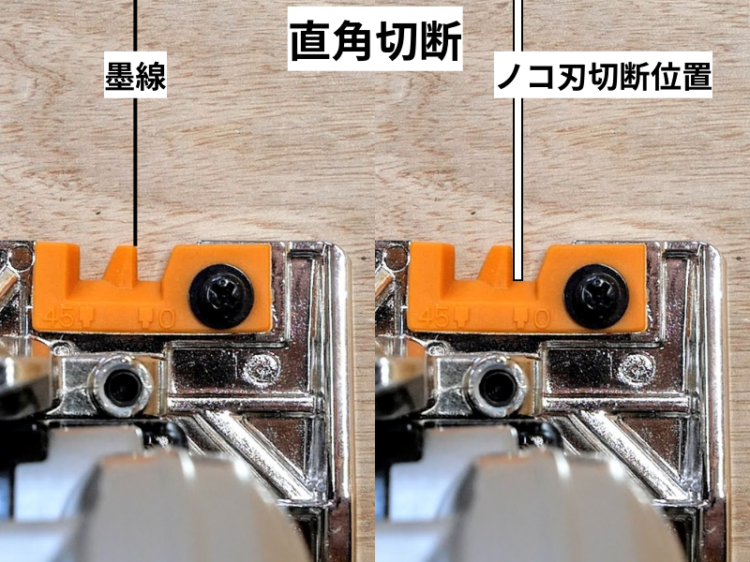
直角切断時のトップガイド位置
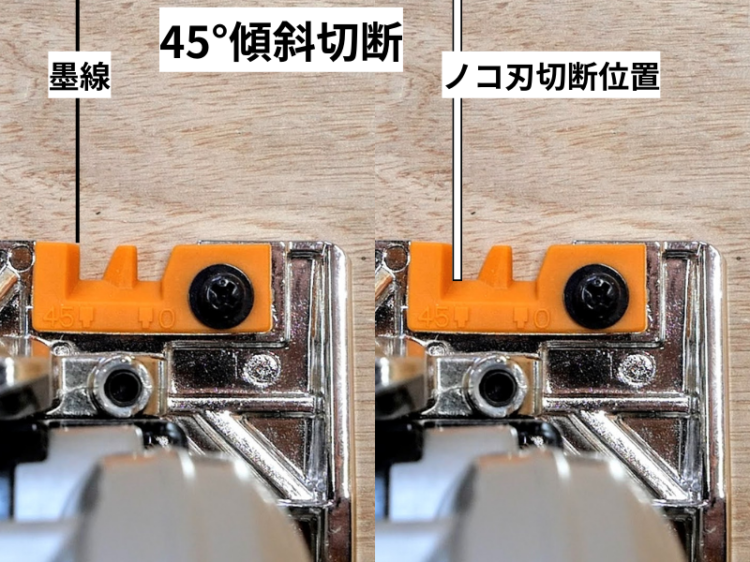
45°傾斜切断時のトップガイド位置
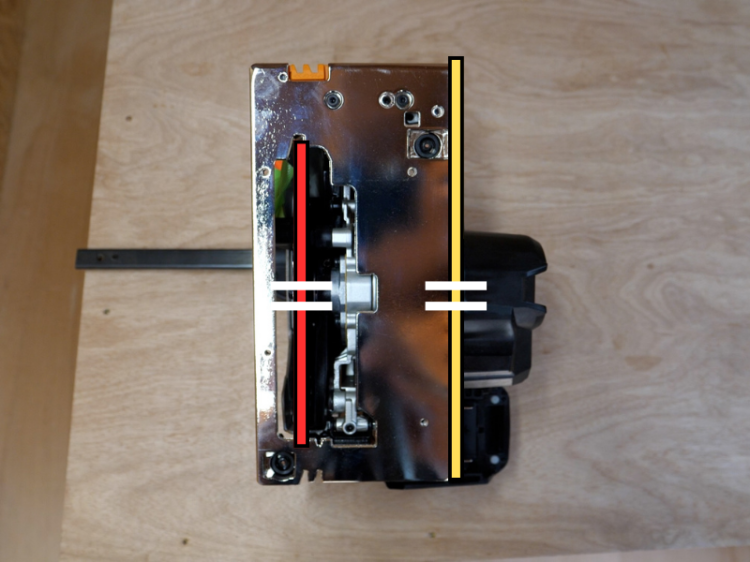
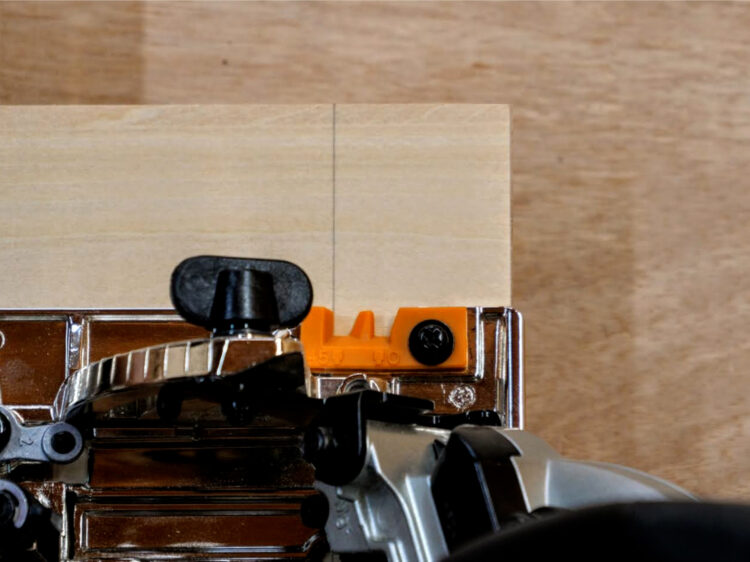
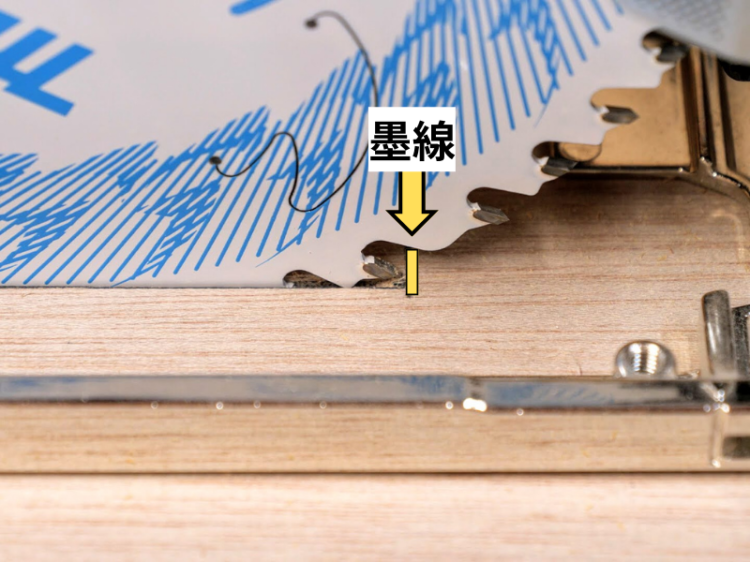
トップガイドは、切断位置を印した墨線に丸ノコを合わせる際の基準となります。
直角切断をする場合は、トップガイド・0°溝を墨線合わせます。
実際のノコ刃の切断位置は、墨線の右側際になります。
45°の傾斜切断をする場合は、トップガイド・45°の溝に墨線を合わせます。
直角切断と同様に実際のノコ刃の切断位置は、墨線の右側際になります。
ノコ刃交換方法

バッテリーまたはコンセントを外しておく

シャフトロックを押し込む
ノコ刃交換時は誤作動を避ける為、必ずバッテリーまたはコンセントを外しておきます。
シャフトロックを押し込み、ノコ軸をロックします。

固定ボルトを緩める
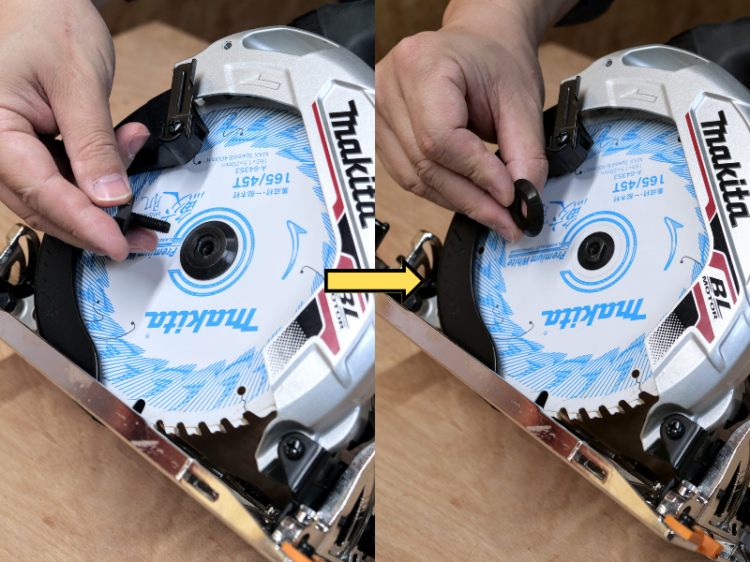
固定ボルト・アウタフランジを外す
ノコ刃を外す

本体矢とノコ刃矢印を合わせる
付属の専用工具で固定ボルトを緩めます。
固定ボルトはノコ刃の回転方向へ回すと緩める事が出来ます。
固定ボルト・アウタフランジを外し、ノコ刃を交換します。
ノコ刃の取付は取り外しと逆の手順で行いますが、本体の矢印とノコ刃の矢印を合わせて取り付けるようにします。
各部調整方法
ノコ刃とベースの直角調整

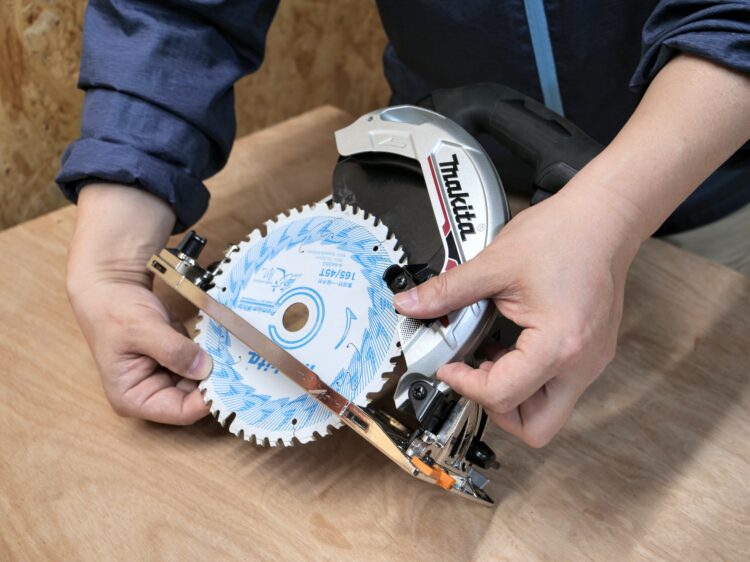
ベースとノコ刃の直角を確認
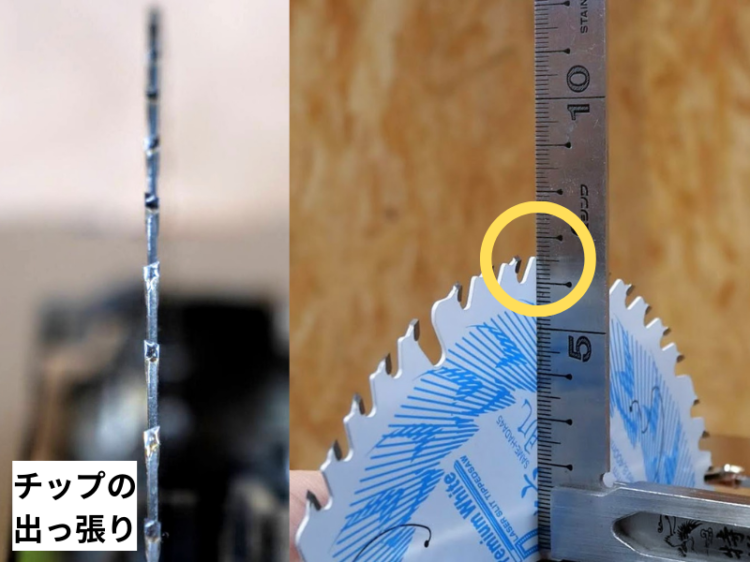
チップを避けてスコヤ等を当てる
ノコ刃とベースの直角をスコヤ等を使用して確認します。
ノコ刃のチップはノコ身より左右に出っ張っているので、チップを避けてスコヤ等をノコ身に押し当てるようにします。

ストッパーに付属している微調整ネジ
可能な限り角度調整ネジで直角になる様に調整をしますが、微調整にはストッパーの微調整ネジを使用します。
角度調整ネジを緩めた状態で微調整ネジを回して、直角が確認出来たらその状態で角度調整ネジを締め付け固定します。
実際にカットして確認する

材料の直角を確認
実際に材料をカットして最終的に直角度合を確認します。
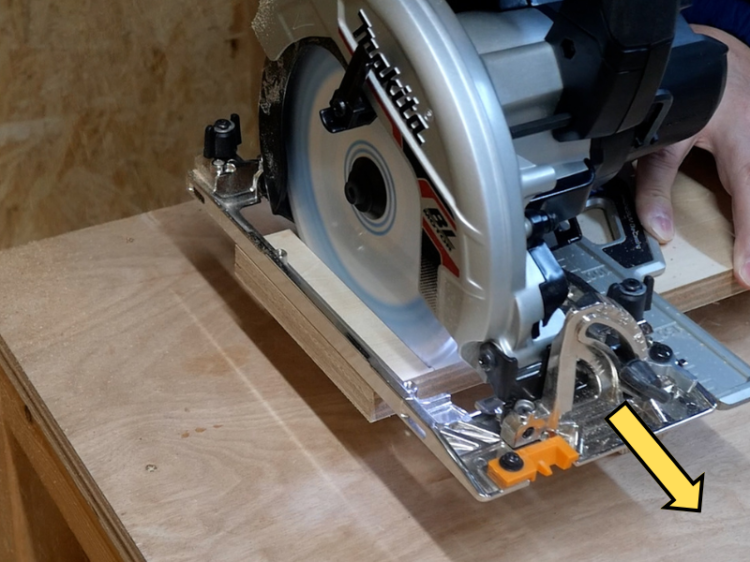
ノコ刃とベース側面の平行調整

丸ノコベース左側面を定規に押し当てる
ノコ刃とベース左側面の平行
丸ノコ定規(後述)を使用する場合は、 ベースの左側面を定規に押し当てて切断するため、ノコ刃とベース左側面の平行度が重要になります。

ノコ刃(前方)とベースの距離を計測

ノコ刃(後方)とベースの距離を計測
ベース手前側を左右に動かし調整する
メーカーや機種によっては、ノコ刃とベースの平行を調整出来るものがあります。
ノコ刃の前後とベース左側面との距離を測り ズレがあるか確認します。
ズレがある場合は、各調整ネジを緩め、ベース後方を左右に動かし調整・固定します。
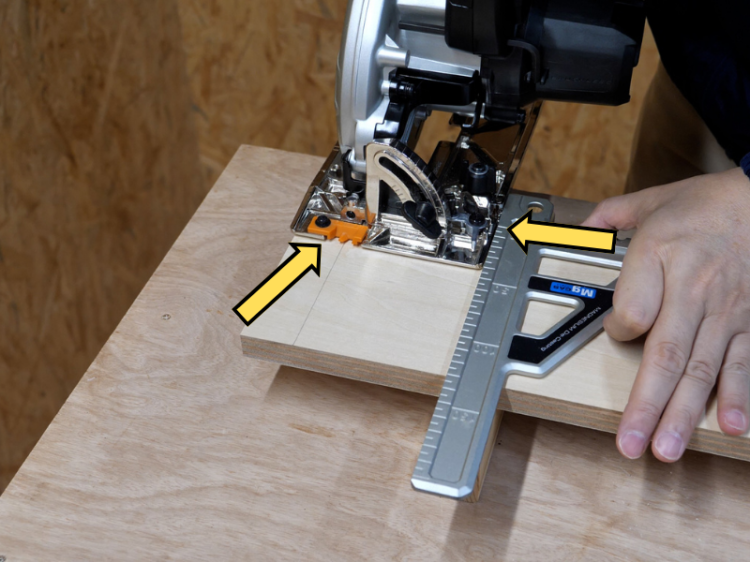
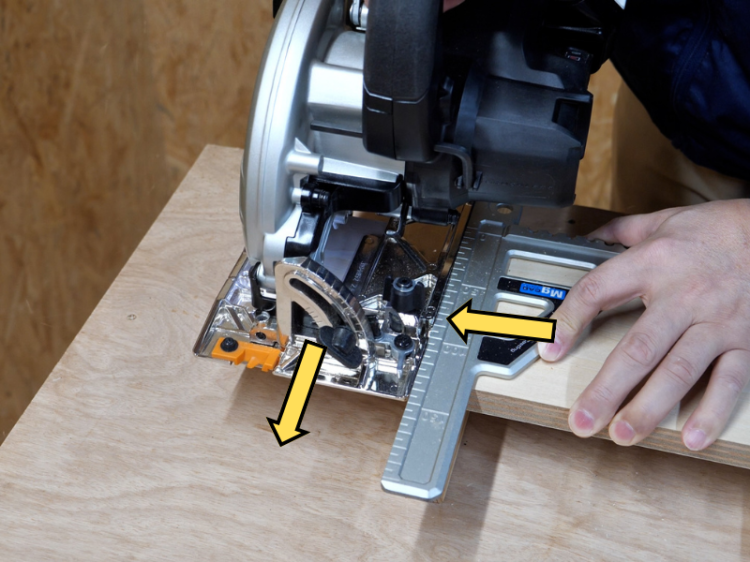
トップガイド位置調整
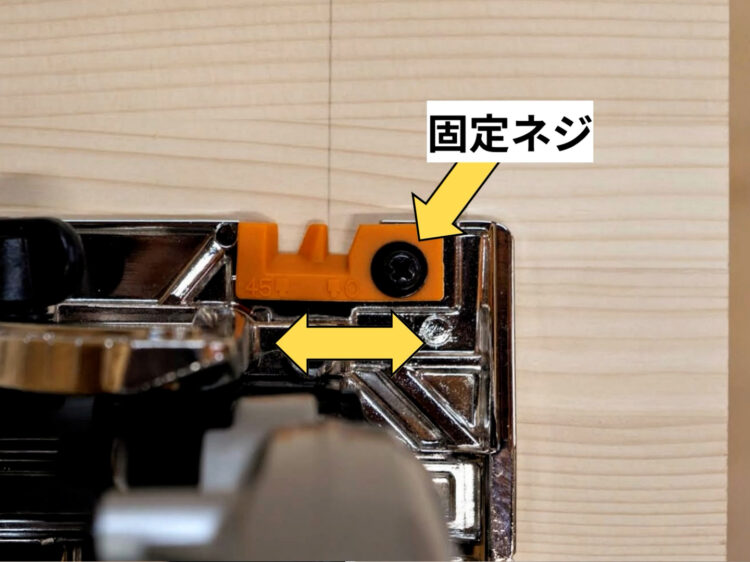
固定ネジを緩め位置を調整出来る
トップガイドと実際のノコ刃切断位置がずれている場合は 固定ネジを緩め位置を調整することができます。
丸ノコの使い方に関しては、以下の動画でも詳しく解説しています。
丸ノコの基本操作方法
直角切断

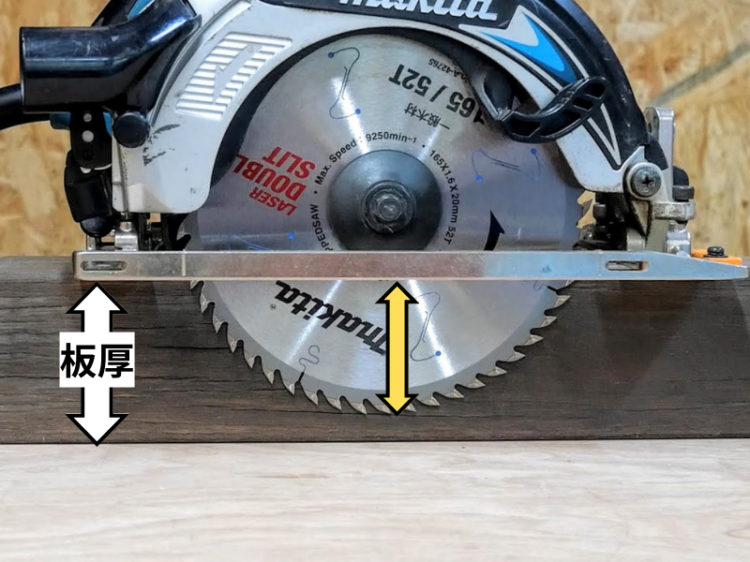
材料にノコ刃を当ててセット
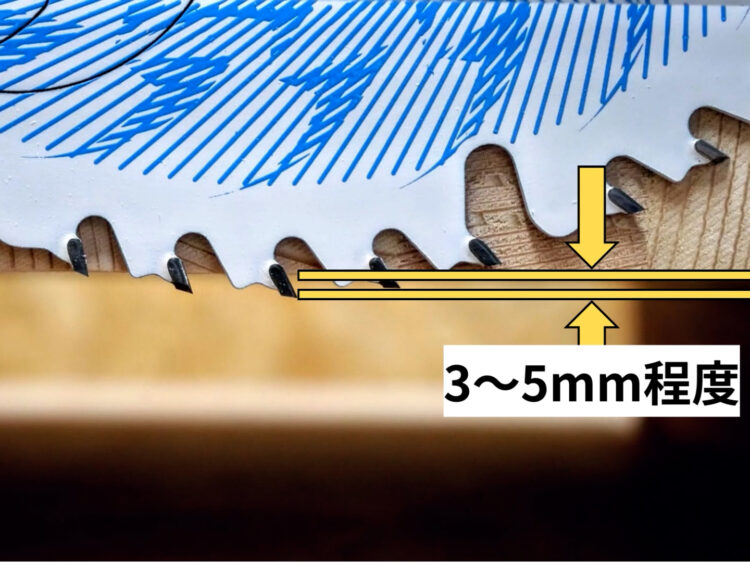
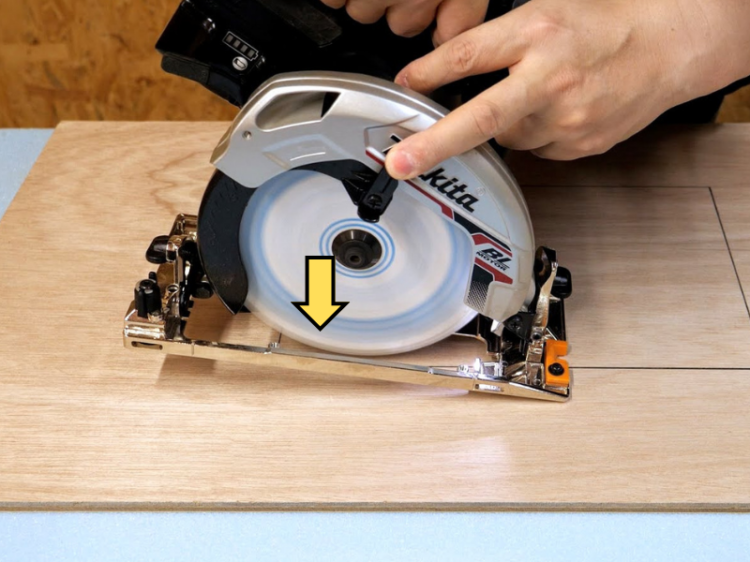
板厚より3~5mm程度出す
切り込み深さ調整は、加工材料にノコ刃を当てがって調整します。
切断の場合、材料の下端からのノコ刃が 3~5ミリ程度出るようにセットします。

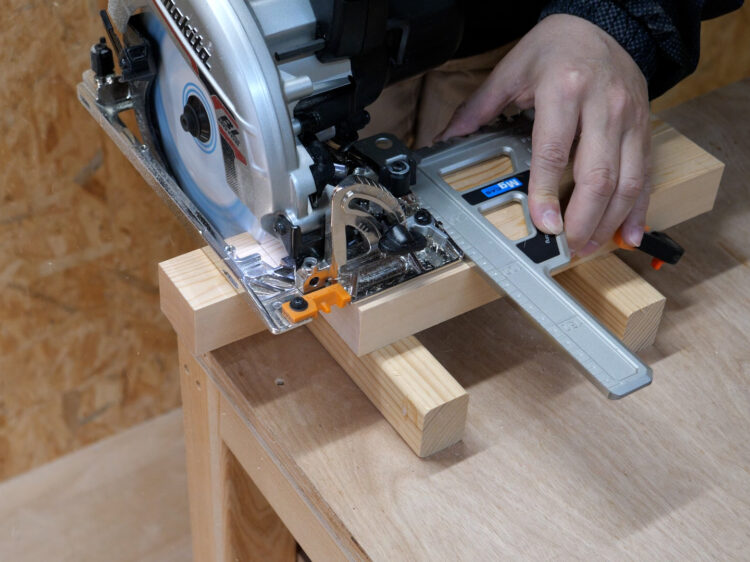
スコヤでする切り込み深さを調整する

安全カバーに印されている目盛り
溝加工など精度が必要な加工の場合は、スコヤ等を使用して切り込み深さを調整します。
メーカーや機種によっては、安全カバーに切り込み深さの目盛りが記されている 丸ノコもあり、精度が必要でない加工であれば 目安として用いることができます。
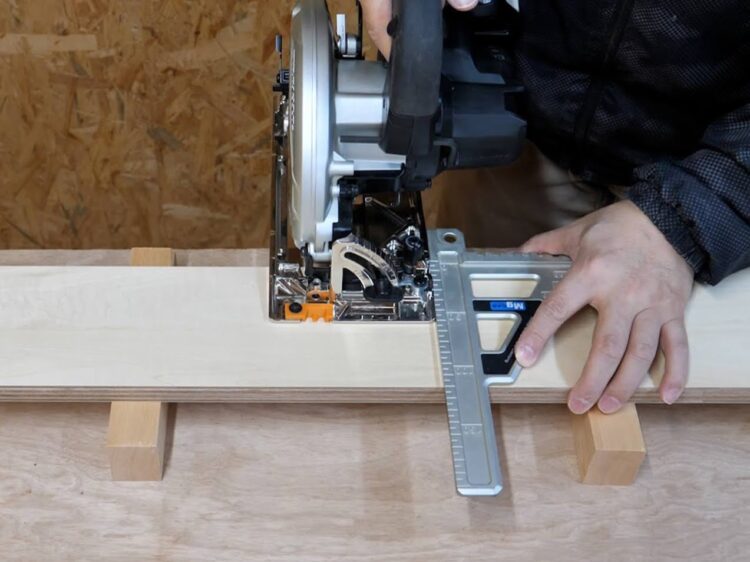
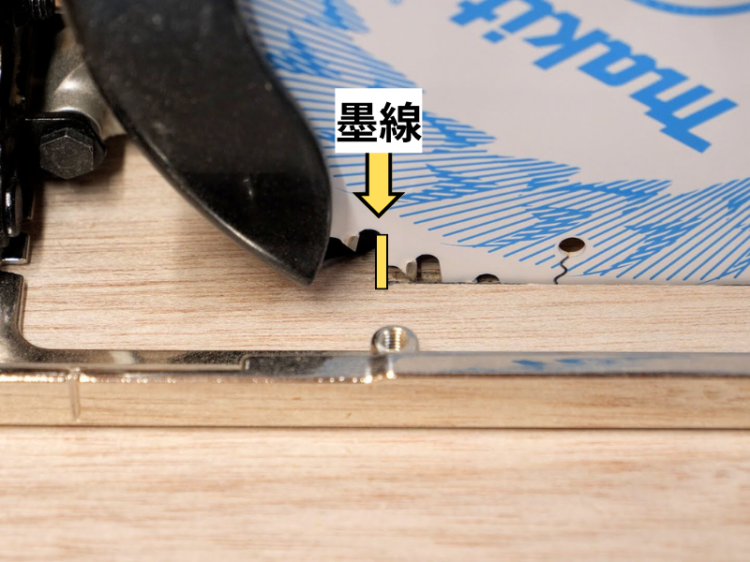
墨線に合わせる

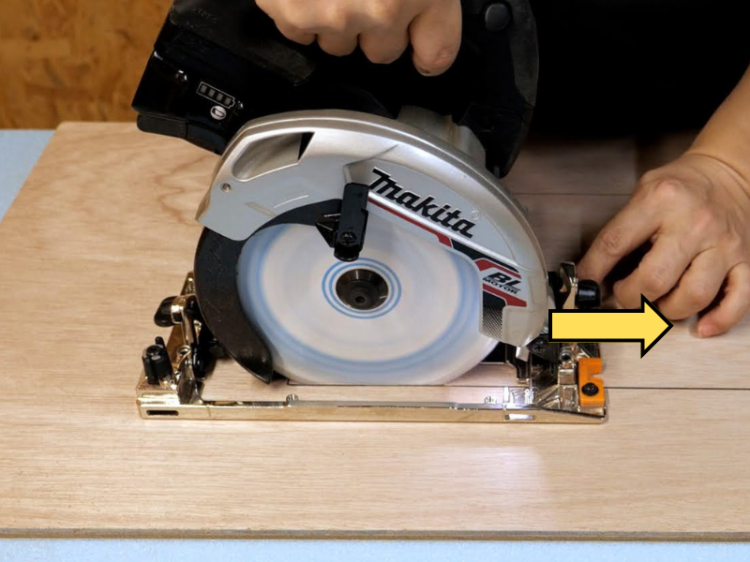
切り進める
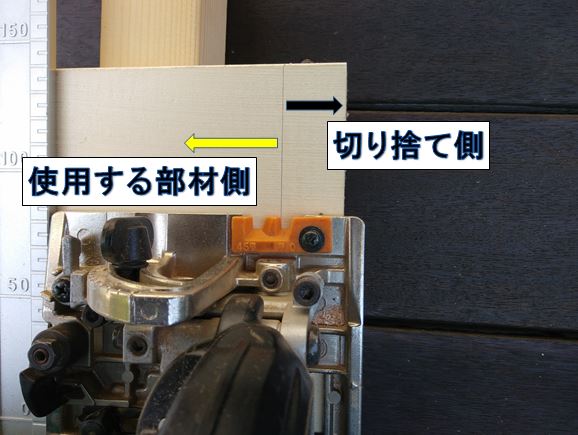
切り込み深さの設定が出来たら、任意の墨線にトップガイドを合わせます。
この時ノコ刃は墨線の右際を切断していく為、通常墨線の左側が使用する部材、左側が切り捨てる材となります。
スイッチを入れ、回転が安定したらベース面を材料に密着させながら前方へ切り進めていきます。
傾斜切断
本体を傾斜させる
丸ノコ定規を併用する
本体を傾斜させる傾斜切断は、本体の保持が難しくなる為、必ず丸ノコ定規(後述)と共に使用するようにします。

切り込み深さを調整する
傾斜切断の切り込み深さ調整は、実際の加工材料にノコ刃を当てがって調整するのが難しいことが多い為、加工材と同厚の端材をベース面に当てがって調整します。
トップガイドを墨線に合わせる
ベース面を加工材にしっかり密着させる

傾斜切断
留め加工
45°傾斜の切断の場合、トップガイド・45°溝を墨線にあわせたら、ベース面を加工材にしっかりと密着させて加工していきます。

ストッパーをずらす
左に5°傾斜出来る
今回使用しているマキタの丸ノコは、ストッパーをずらすと、左に5°傾斜させる事が出来ます。
左傾斜切断は、フローリング施工時などに用いられます。

大量の粉塵の発生

ダストノズル

粉塵排出口

ダストノズル取付

集塵機を接続
丸ノコによる切断作業は多量の粉塵を発生させます。
専用のダストノズルを本体・粉塵排出口に取付け集塵機に接続する事で、粉塵の発生を抑える事が出来ます。

各種マルノコ定規

様々なサイズのマルノコ定規

角度切断用マルノコ定規
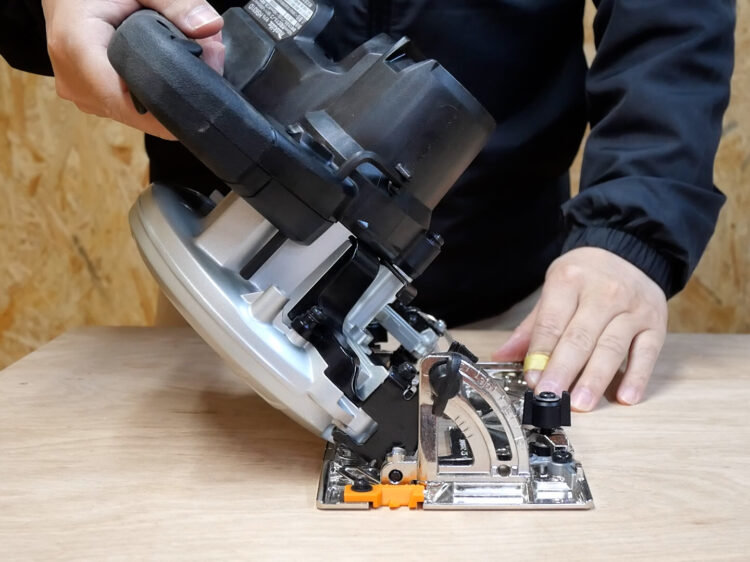
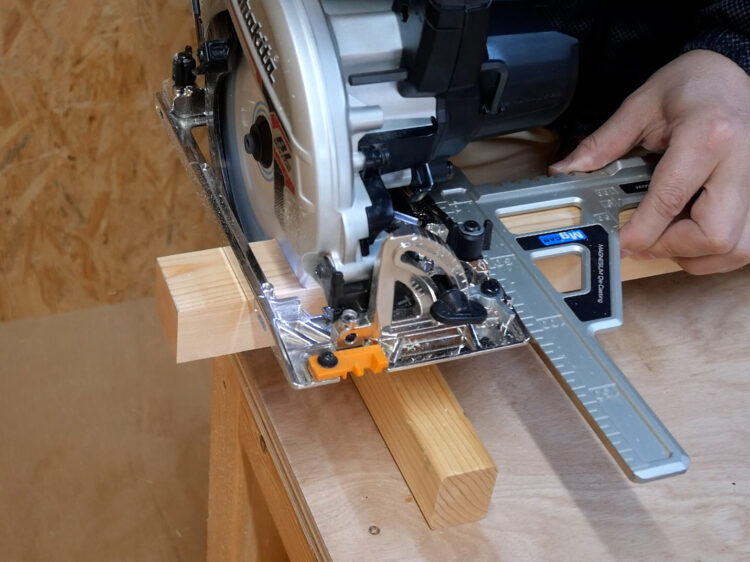
マルノコで真っ直ぐ正確な直線カットをするには、“マルノコ定規” が必要です。
角材の様な幅の狭い部材用から、板材の様な幅の広い部材用、角度カットが出来るものまで様々な種類があります。
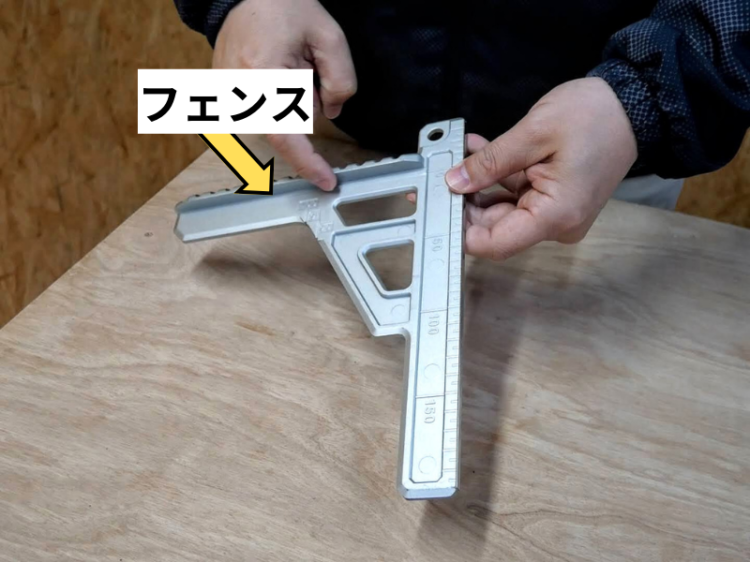
丸ノコ定規裏面のフェンス
フェンスを材料端部に押し当てる
通常のマルノコ定規は、裏面にフェンスが付属しており、材料の端部に押し当てて使用します。
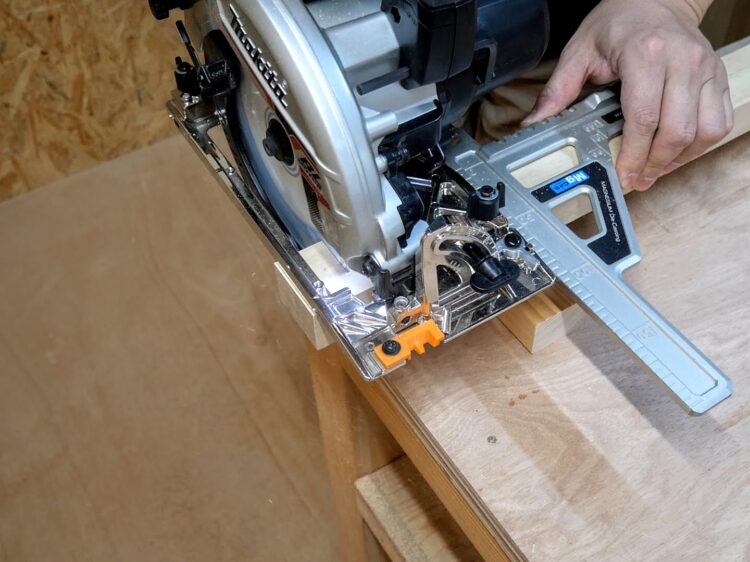
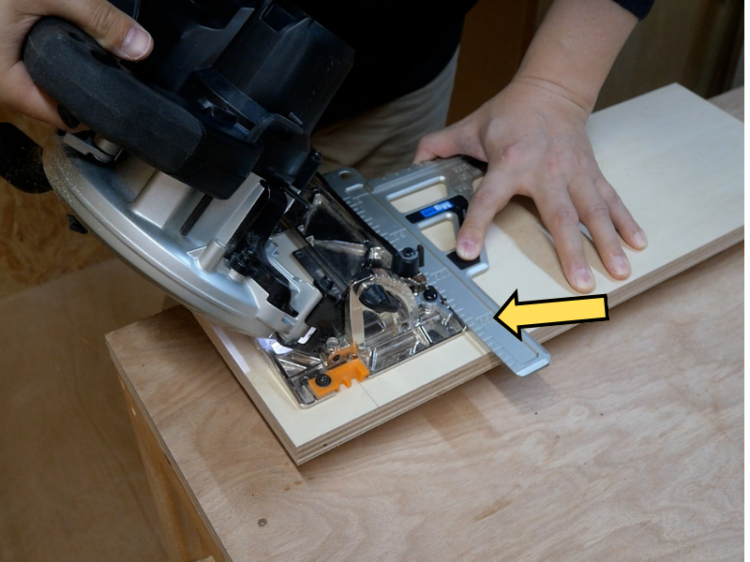
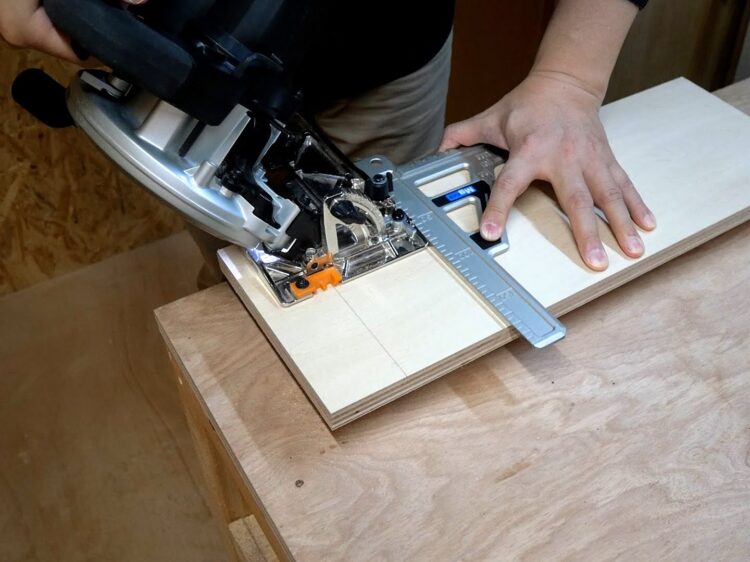
丸ノコ定規を当てながら墨線に合わせる
丸ノコ定規をに押し当てながら切削する
前方へ切削していく
ベース左側面に定規を当てながらトップガイドを墨線に合わせたら、スイッチを入れ、定規にベース左側面を添わせながら前方へ切断していきます。

板材の切断
角材の切断
切断する材料の長さに合った丸ノコ定規を使用します。



任意の角度にセット

材料に角度定規を押し当てる

角度定規に丸ノコを押し当てながら切削

角度切断
角度切断用丸ノコ定規は任意の角度にセットしたら、前述の丸ノコ定規同様材料にフェンスを押し当て切断していきます。

平行定規

平行定規

一定の幅に切断する
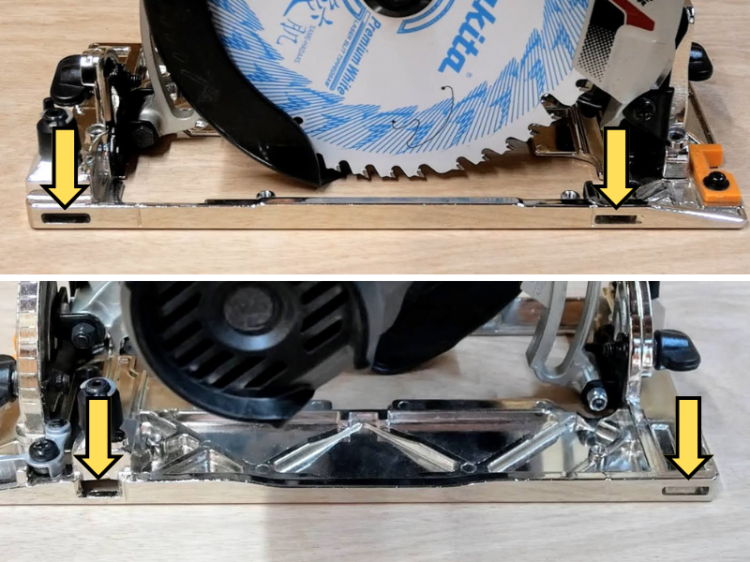
ベース左右の取付口
取付口に差し込む
一定の幅で材料を切断したい時に使用するのが、「平行定規」です。
ベース左右の取付口に差し込んで固定・使用します。
平行定規を加工材側面に押し当てる
前後の固定レバーを締める
平行定規を木端面に押し当てながら切断

幅切断
トップガイドを墨繊に合わせながら平行定規を加工材側面に押し当て、前後の固定レバーを締めて固定します。
平行定規を材料側面に押しつけながら前方へ切断していきます。

ベース左側に取付

木端面に押し当てながら切断
平行定規は、ベースの左右どちら側からでも取り付ける事が可能です。
長尺定規

切断終わりのズレ

斜めカットは定規を合わせにくい

長尺定規
長い直線カットに通常の丸ノコ定規を使用すると、切断終わりにズレが出やすくなります。
角度のついた直線カットに通常の丸ノコ定規を使用すると、定規を正確な位置に固定することが難しくなります。
そのような切断の場合、墨線に直接定規を合わせて切断加工できる「長尺定規」があると 便利です。
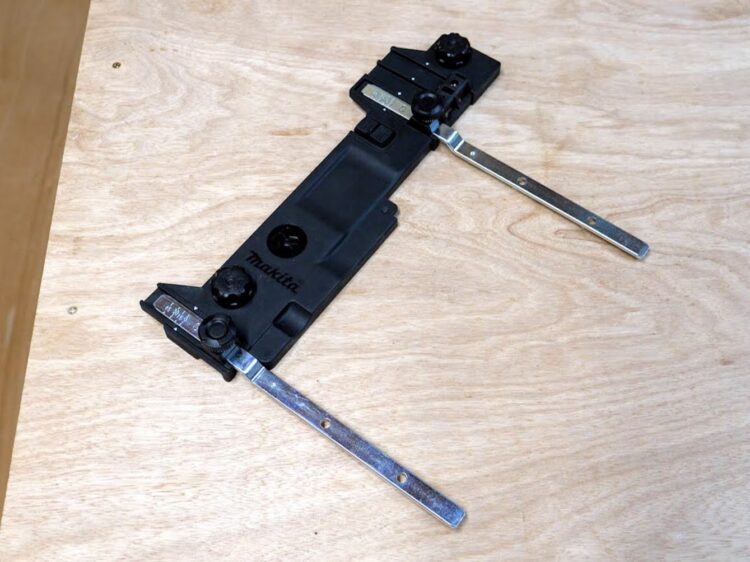
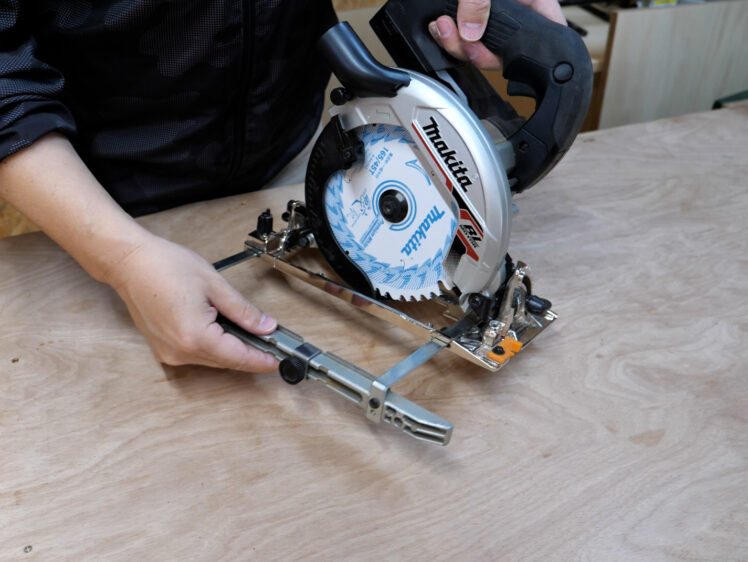
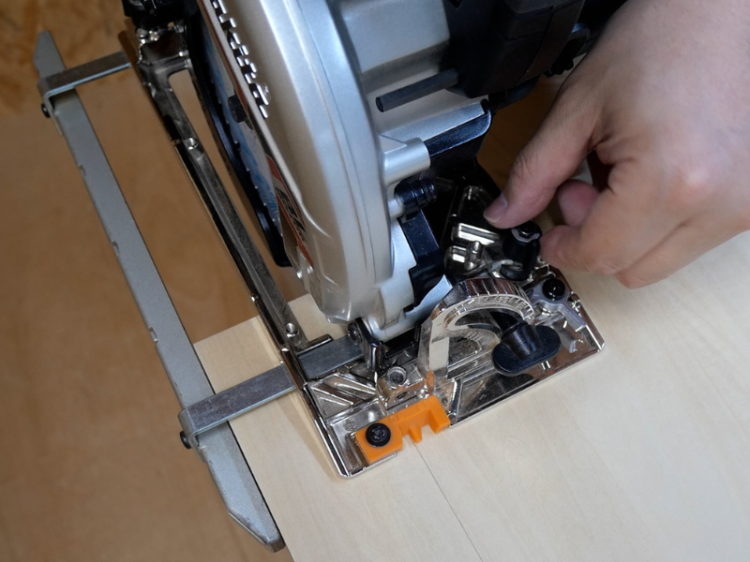
専用アタッチメント
取付口に差し込んで固定する

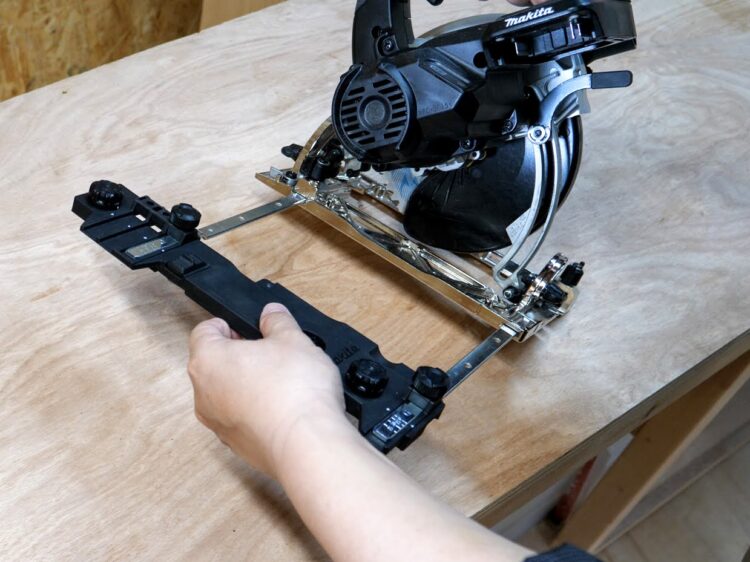
丸ノコ本体に固定
長尺定規は、専用のアタッチメントを丸ノコ本体の取付口(平行定規の取付口と共用)に差し込み固定して使用します。

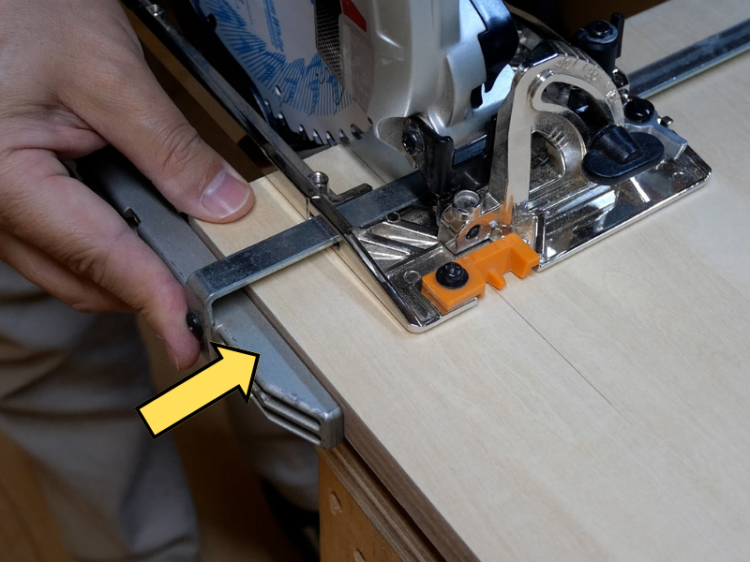
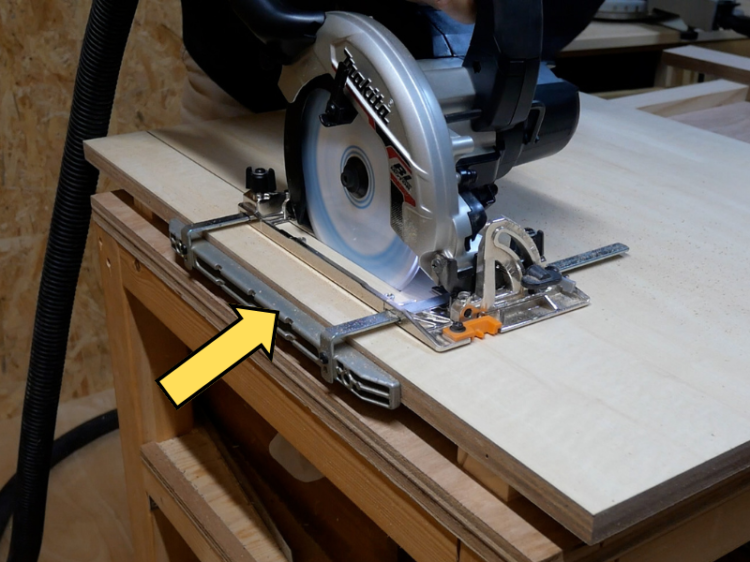
長尺定規のガイドレール
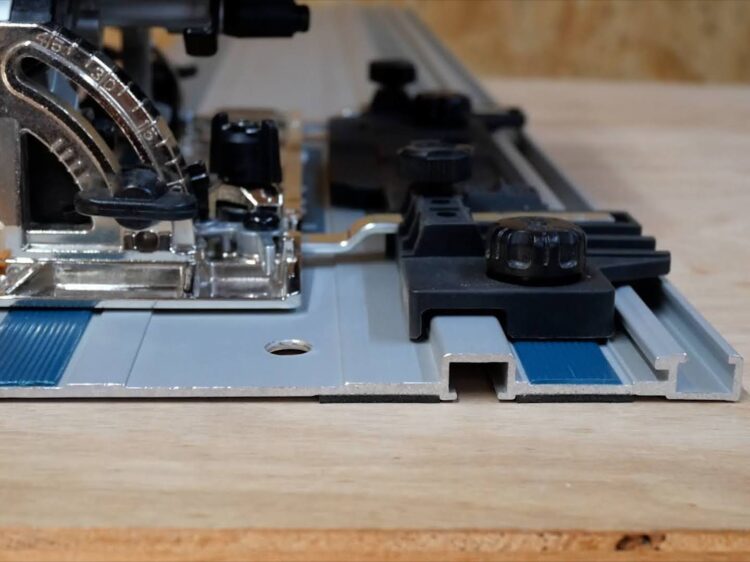
ガイドレールにアタッチメントをはめ込む

真っすぐなガイドレール上をスライドする
長尺定規のガイドレールに丸ノコと連結したアタッチメントをはめ込むことで、丸ノコが真っすぐ移動する仕組みになっています。
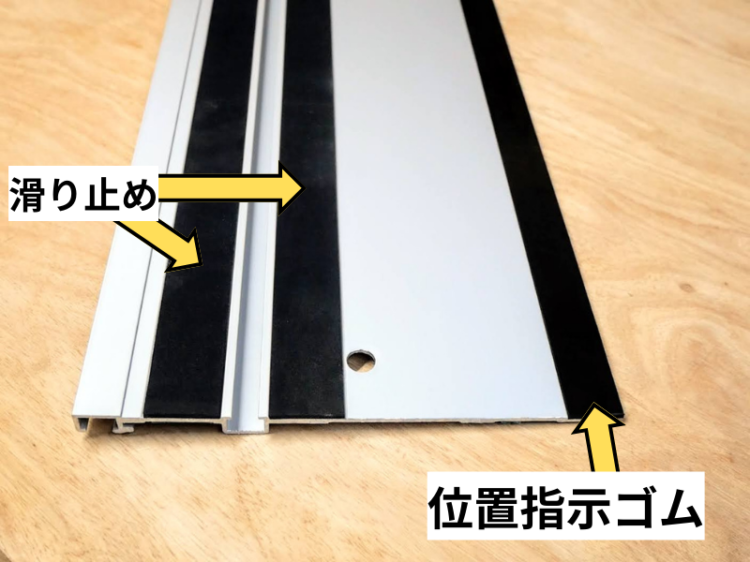
長尺定規裏面の位置指示ゴム

位置指示ゴムの出っ張り

位置指示ゴムの余分部分を切断
長尺定規の裏面には、滑り止めと位置指示ゴムが付属しています。
位置指示ゴムは、長尺定規本体アルミ部分より出っ張る様に取り付けてあります。
使用前にマルノコを長尺定規にセットし位置指示ゴムの余分な部分を切り捨てる事で、位置指示ゴムを墨線に合わせてセット・切断加工をすることが出来ます。

切断墨線に長尺定規を合わせる

位置指示ゴムを墨線に合わせる
長尺定規の位置指示ゴムを墨線に合わせて設置します。
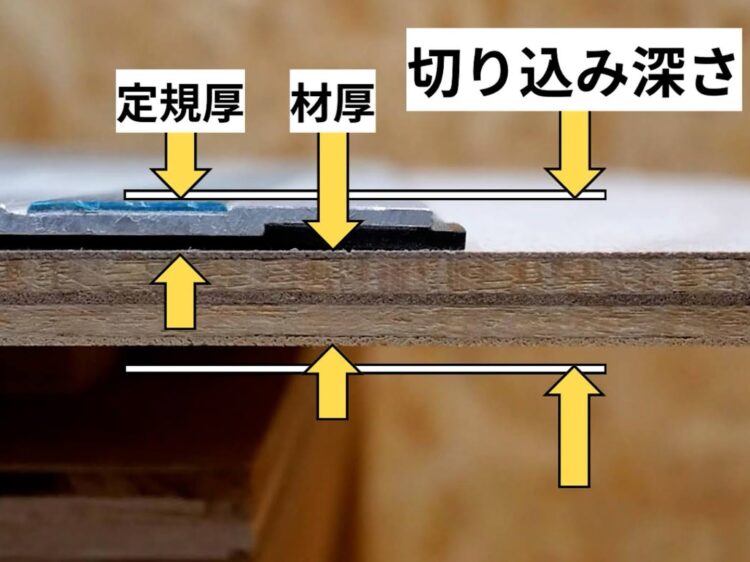
切り込み深さ=定規厚+材厚+α

長尺定規にマルノコをセットし切断する

墨線通りに切断出来る
ノコ刃の切り込み深さを「定規厚+材厚+3~5mm」に設定したら、アタッチメントをガイドレールにはめて、スライドさせながら切断加工していきます。
長尺定規を使用する事で、墨線通りの切断加工が出来ます。

自作長尺定規

自作のマルノコ定規
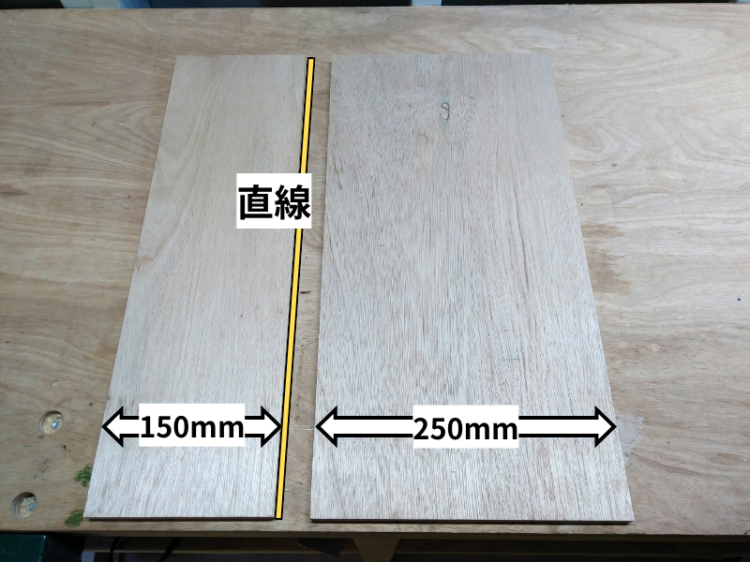
幅150mmの側面が直線
前述の長尺定規と同様に、墨線へ直接定規をあわせてカット出来る自作の長尺定規の作り方を紹介します。
厚み12mmの合板を2枚(幅150mmと幅250mm)を用意します。
長さはよく使うサイズ(1800mm・900mm・450mmなど)にするといいでしょう。
※幅の狭い合板(幅150mm)の側面がガイド面になるので、正確な直線になっている物を用意します。
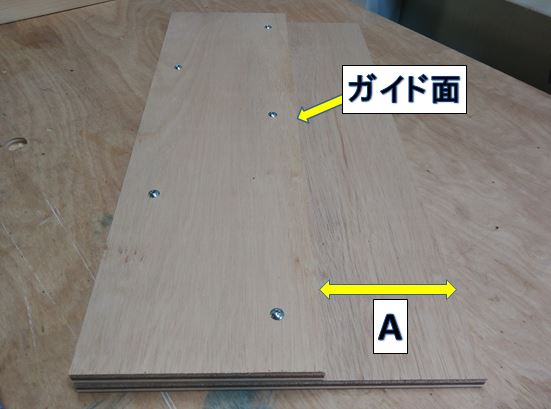
2枚の合板をずらして接着
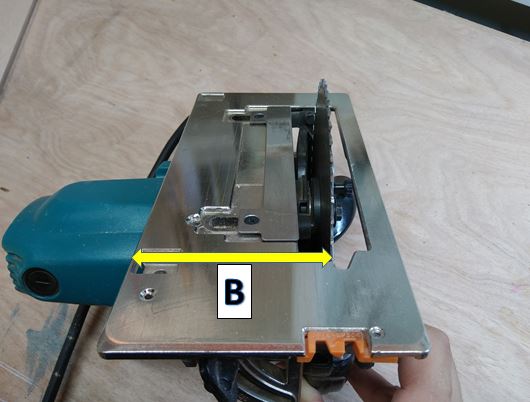
ノコ刃とベース端の間隔
2枚の合板をずらして接着します。
ずらし幅Aは、定規にそわせるベース左端とノコ刃の左側面との間隔Bより5~10mmほど広くします。

上の合板を定規にしてカット
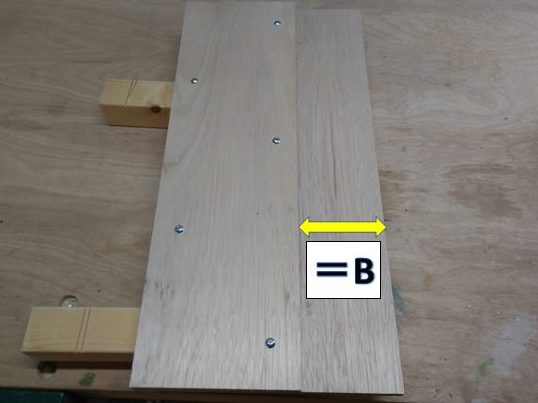
自作マルノコ定規完成
上に接着した合板をガイドに下の合板をカットしていきます。
ずらし幅Aを “ベース端からノコ刃左側面までの幅B” と同じ幅でカットして “自作マルノコ定規” 完成です。

墨線に合わせに行きます。

定規を固定

切り込み深さ。
切断加工をするときは、墨線に定規(合板下段)を合わせクランプ等で固定します。
丸ノコのベースはカットする部材に接しないで、定規上(合板下段の上)を移動するので、切り込み深さは、「合板の厚み・12mm+部材の厚み+3~5mm」になります。
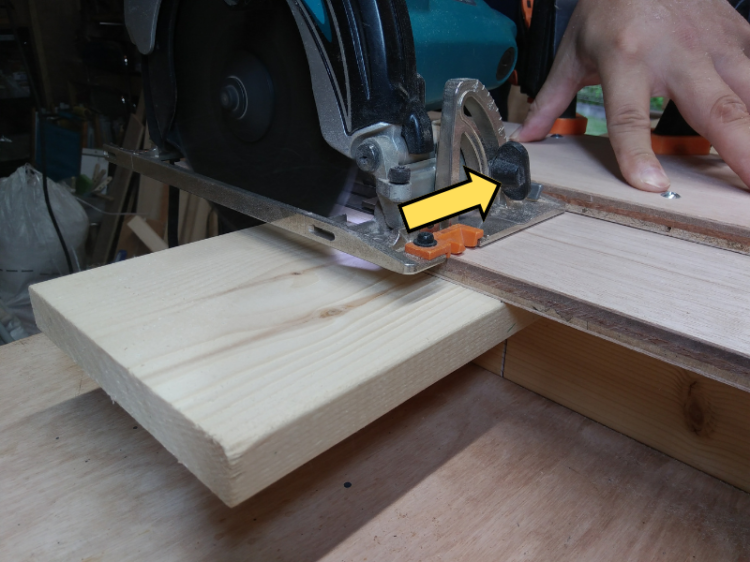
ベース左側面を定規に押し当てる

墨線どうり定規の際どうりのカット
定規(上側の合板側面)にベース左側面を押し当てながらカットしていきます。
墨線どうり、定規の際どうりにカット出来ます。
キックバックなど使用上の注意点
キックバック
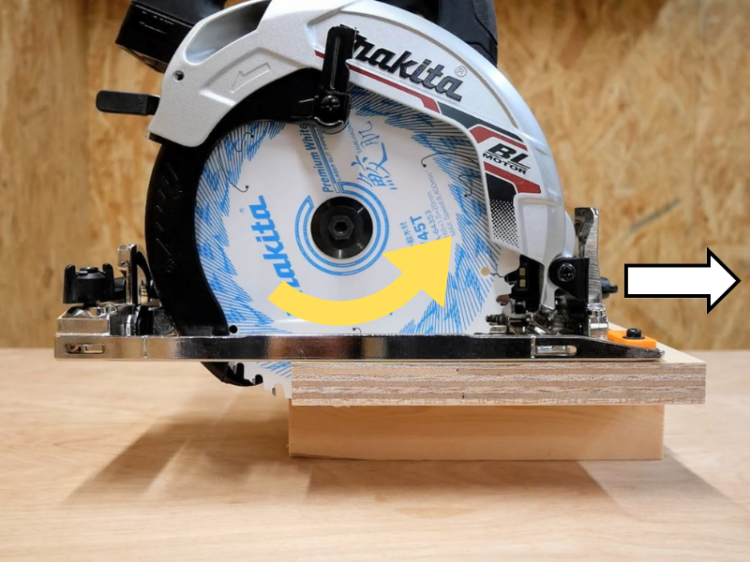
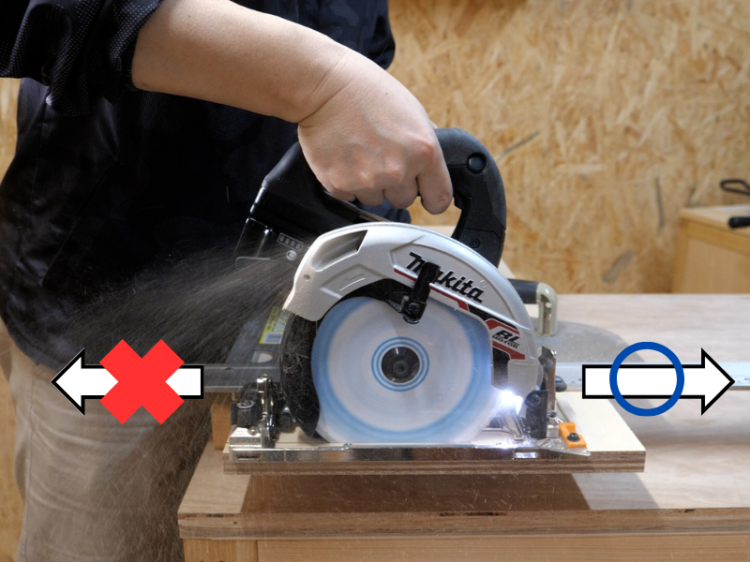
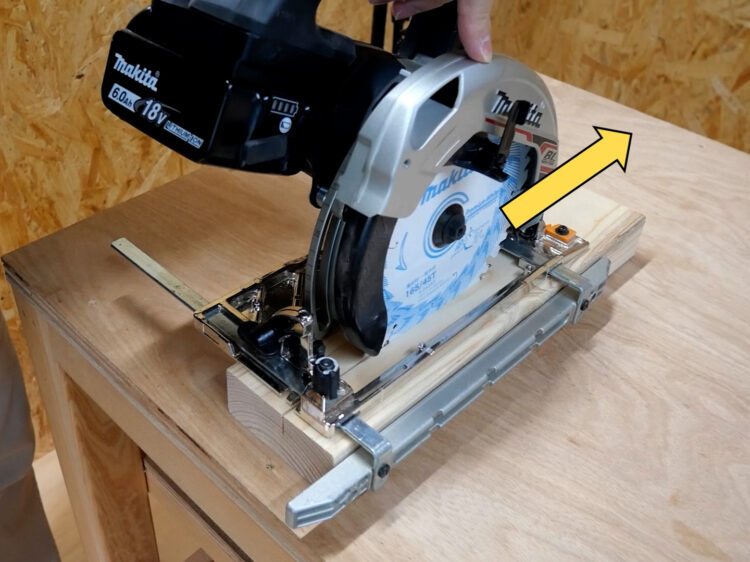
前方へ押し出して切断加工する
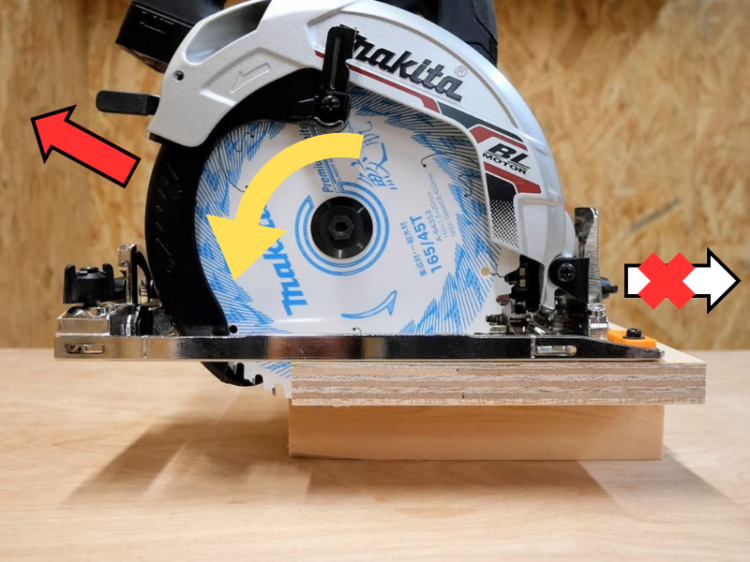
キックバック
丸ノコを使用する際一番危険なのが 「キックバック」 が起こる事です。
丸ノコは作業者側へ回転しているノコ刃を前方へ押し出して切断加工します。
切断加工中にノコ刃が挟まれるなどして丸ノコ本体を前方へ押し出せなくなった場合、反発力が手前に働き、丸ノコ本体が後方へ跳ね上がる現象が「キックバック」になります。

馬(作業土台)に加工材を乗せる
馬と馬の間を切断
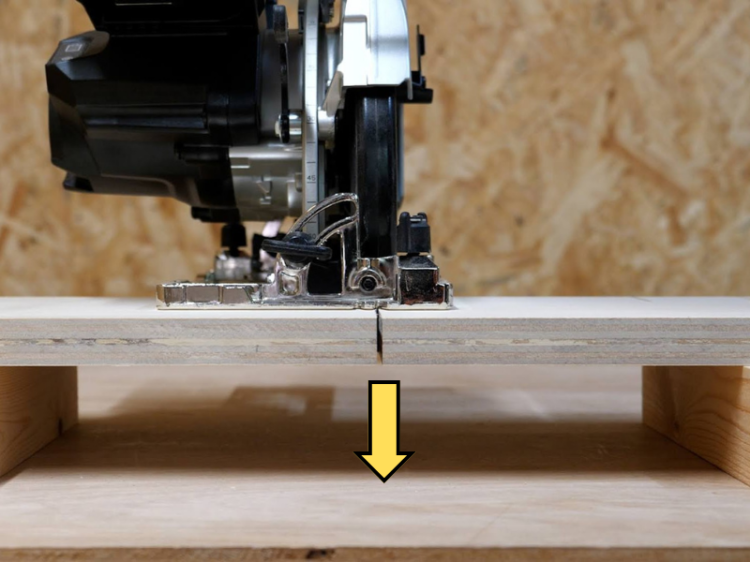
切断箇所が下へ沈み込む
ノコ刃が挟まれる
マルノコを使用し切断作業を行う場合、部材を馬(作業土台)に乗せて行う事が多いです。
切断箇所に対し馬をどの位置に設置するかが、キックバックを発生させるかどうかの大きなポイントになります。
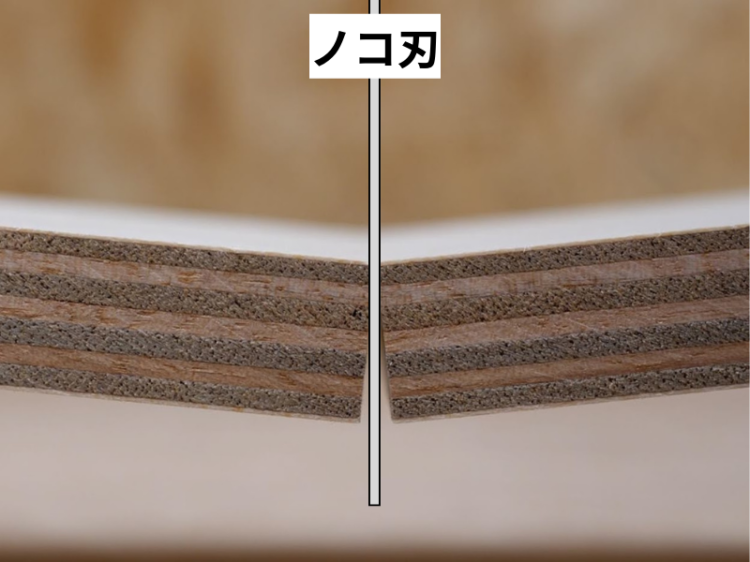
馬と馬の間を切断しようとすると、支えの無い切断箇所が丸ノコの重みと重力の影響で徐々に下へ沈んでいきます。
沈むと同時にノコ刃を挟み込んでしまう為、「キックバック」が発生してしてしまう事になります。
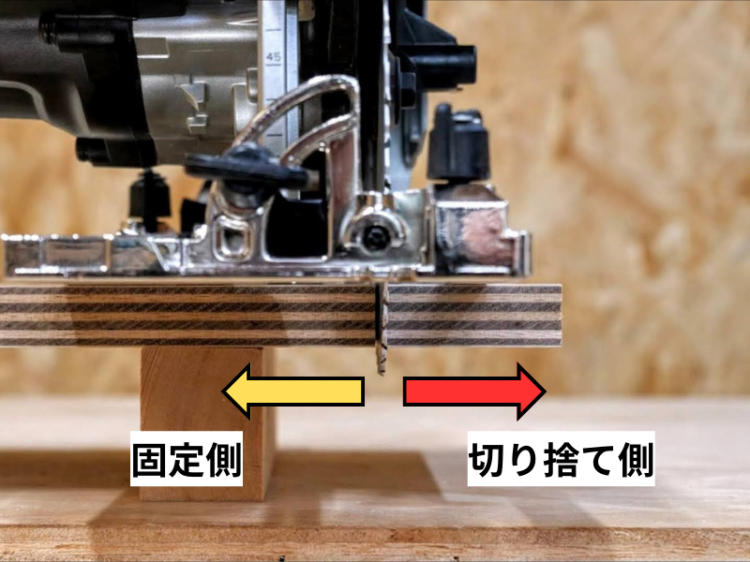
固定側と切り捨て側
キックバックを起こさないためには、切り捨て側に馬を設置しないようにして切断します。
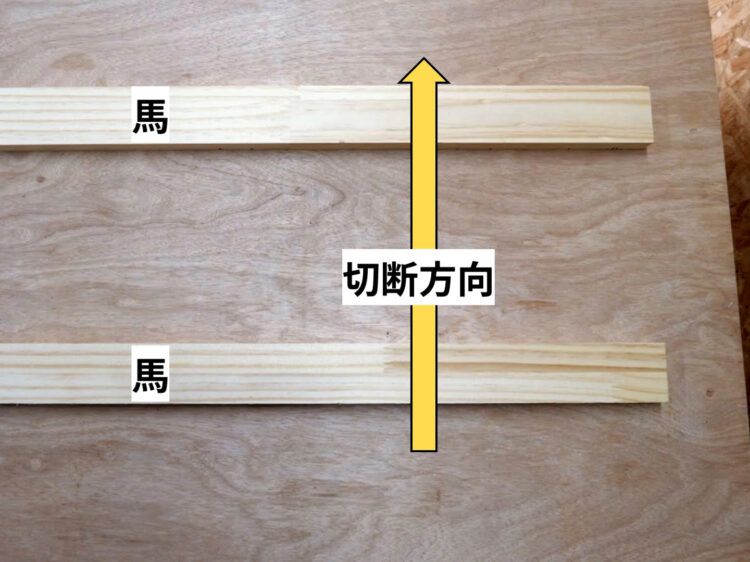
切断方向と直交するように馬を設置

馬ごと切断する
切断箇所の下に空間がない
馬の設置方向を変えることでキックバックを防ぐこともできます。
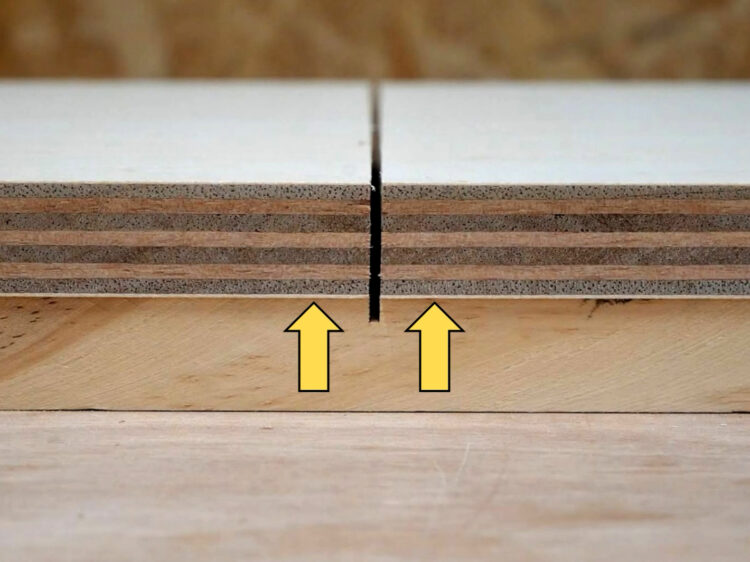
馬を切断方向と直交する位置に設置し、馬ごと切断する方法です。
馬を切断方向と直交する位置に設置する事で切断箇所の下に空間がなく、キックバックの発生を防ぐことができます。
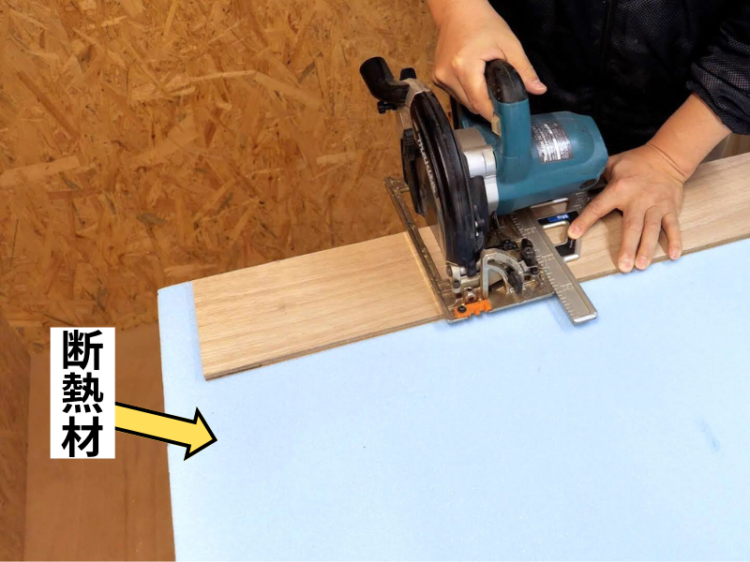
断熱材を敷き込む
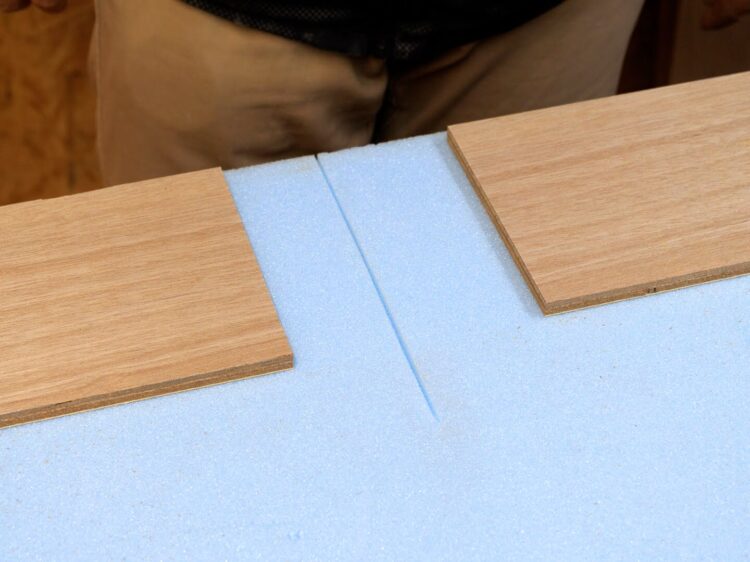
断熱材ごと切断する
切断箇所の下に空間をなくしキックバックを防ぐ方法として、断熱材のような資材を敷くやり方もあります。
材料全体を面で支えることが出来、材料と一緒に切断しても抵抗が少ないので、安全に作業することができます。
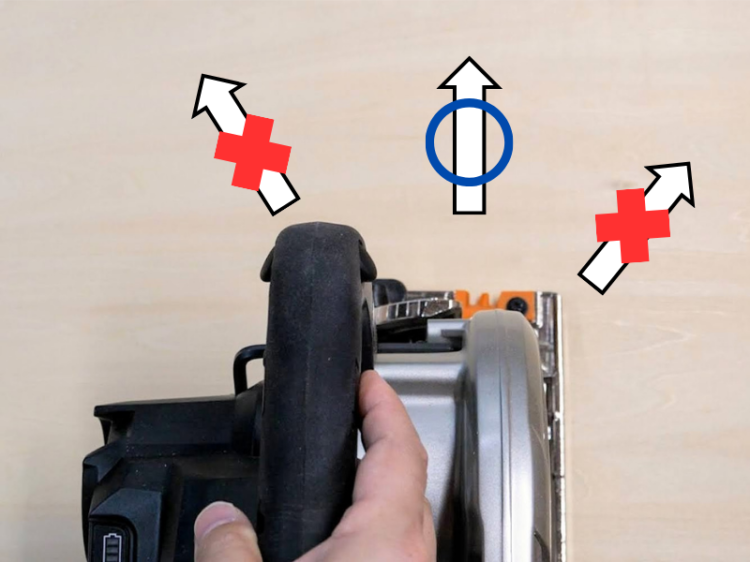
ノコ刃を左右に無理やり動かさない
ノコ刃回転中に後方へ動かさない
馬などの作業土台を正しく設置した場合でも、丸ノコの操作方法を誤るとキックバックが発生します。
ノコ刃を左右に無理やり動かしながら切削したり、切断途中(ノコ刃が回転している状態)で後方へ動かすとキックバック発生の可能性があります。
切断加工は必ず丸ノコ本体(ノコ刃)を真っすぐ前方へ押し出して行うようにします。

材料を固定せずに切断しない
材料を手で持ち切断加工する事は絶対にしない様にします。
材料・丸ノコ両方が不安定になりキックバックが起こりやすくなります。
必ず材料を安定した場所へ固定し切断加工行うようにします。
幅の狭い材や含水率の高い材への溝加工
加工途中に反りが発生する
ノコ刃の挟み込み
幅の細い材や含水率の高い材に溝加工をする時に、木目方向によっては加工途中に木の反りが発生する場合があります。
その為、ノコ刃の挟み込みが生じキックバックが起こる可能性があるので注意が必要です。

ノコ刃の真後ろに立たない

ノコ刃の後ろを避けて立つ
万が一キックバックが起こった場合、ノコ刃の真後ろに丸ノコが飛んでくるため、切断作業中は絶えずノコ刃の真後ろに作業者が位置しないようにします。
その他の注意点

ノコ刃の交換

切り込み深さ調整

バッテリー・コンセントを外す
ノコ刃の交換や切り込み深さの設定の際は、誤作動を避けるため必ずバッテリー・コンセントを外しておきます。
安全カバーを開けたままの作業
必要以上にノコ刃を出したり、安全カバーを開けたまま作業をしない様にします。

手袋を装着しての作業はしない
巻き込み事故防止の為、服装に注意し、手袋を装着しての作業は行わない様にします。

保護メガネと防塵マスク
切断作業中は、騒音の発生や大量の木くず・粉塵が飛散する為、保護眼鏡・防じんマスク・耳栓などの装着を推奨します。
丸ノコの使用時の注意点(キックバック等)関しても、以下の動画で詳しく解説しています。
丸ノコ加工例
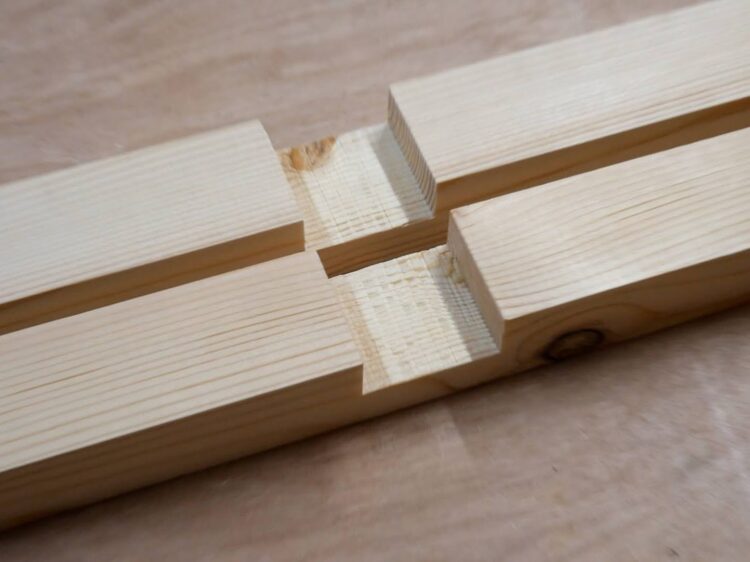
欠き取り加工(相欠き接ぎ)

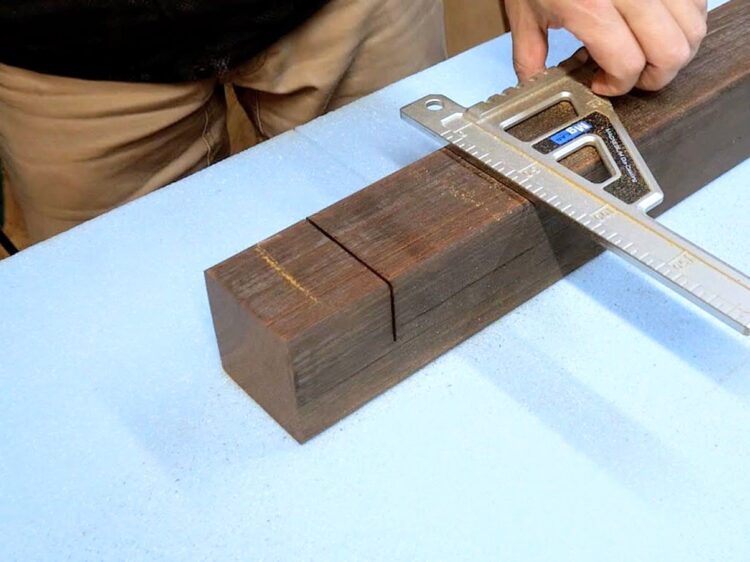
両材に基準墨線を引く

基準線に合わせ幅を写し取る

材幅の墨線を引く
「相欠き接ぎ」を例として、丸ノコによる欠き取り加工の方法について解説します。
今回は、同厚同幅の材同士を相欠き接ぎします。
両方の材の欠き取り箇所(同幅)に墨線を引きます。
左側の墨際から切削

2本一緒に切削する

片側の墨際切削完了
ノコ刃の切り込み深さを材の厚み半分の寸法に調整したら、左側の墨線際を2本一緒に切削していきます。

加工材を反転させる
反対側の墨際を切削する

反対側の墨際を切削する

欠き取り箇所両端を切削完了
片側の墨際を切削出来たら加工材を反転し、反対側の墨際を切削していきます。
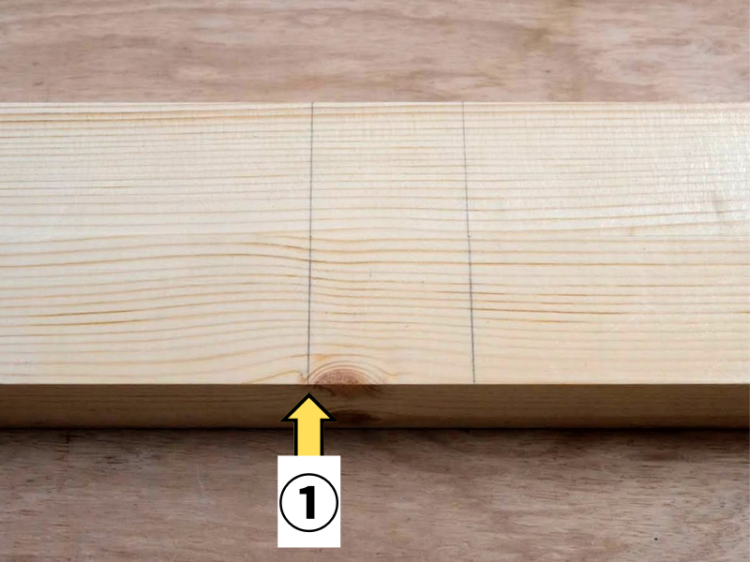
欠き取り箇所の内側を切削

1~2mmほどの間隔で切れ込みを入れる
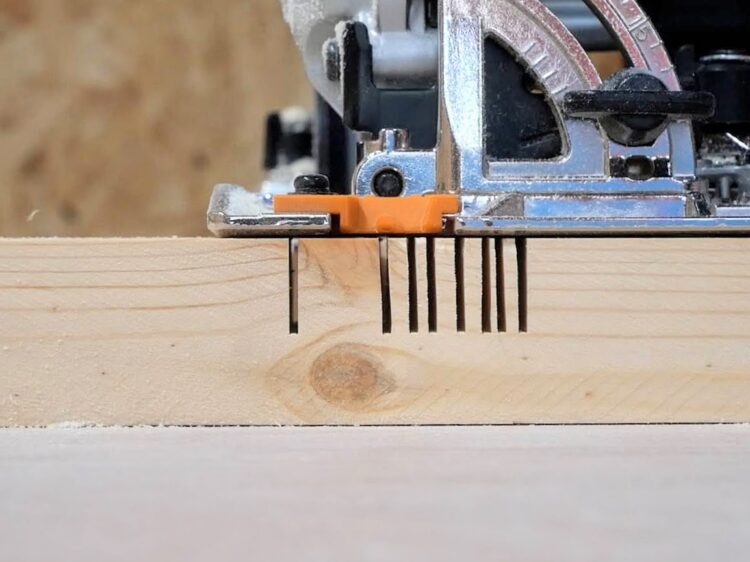
1~2mmほどの間隔で切れ込みを入れる
欠き取り箇所内側に1~2mmほどの間隔で切れ込みを入れます。

ノミでさらう
欠き取り完了
切り込み部分を玄能などで軽く叩き粗方取り除いた後、ノミでキレイにさらいます。

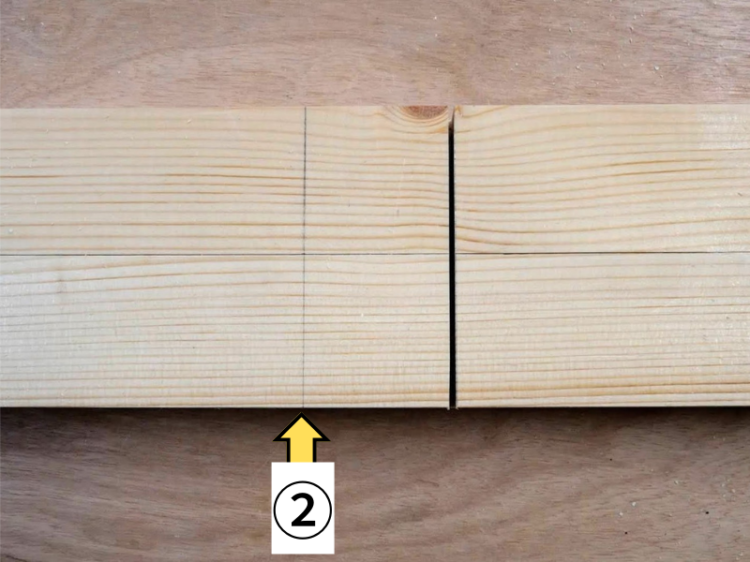
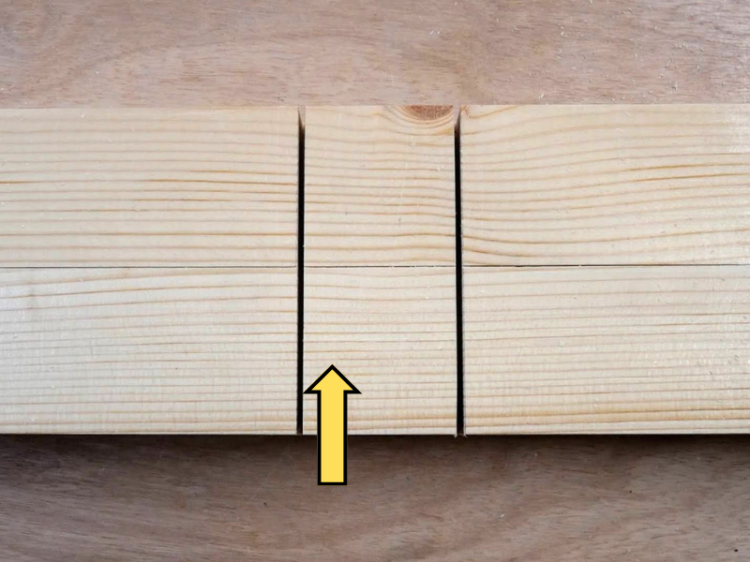
欠き取り箇所をはめ合わせる

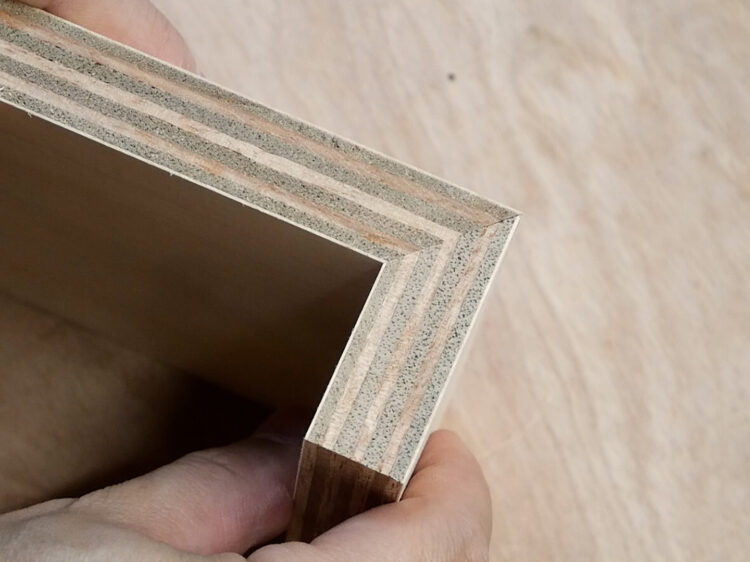
相欠き接ぎ
欠き取り箇所をはめ合わせると相欠き接ぎの完成です。
窓あけ加工

四角にくり抜く「窓あけ加工」
丸ノコを使って、四角にくり抜く「窓あけ加工」のやり方を解説します。
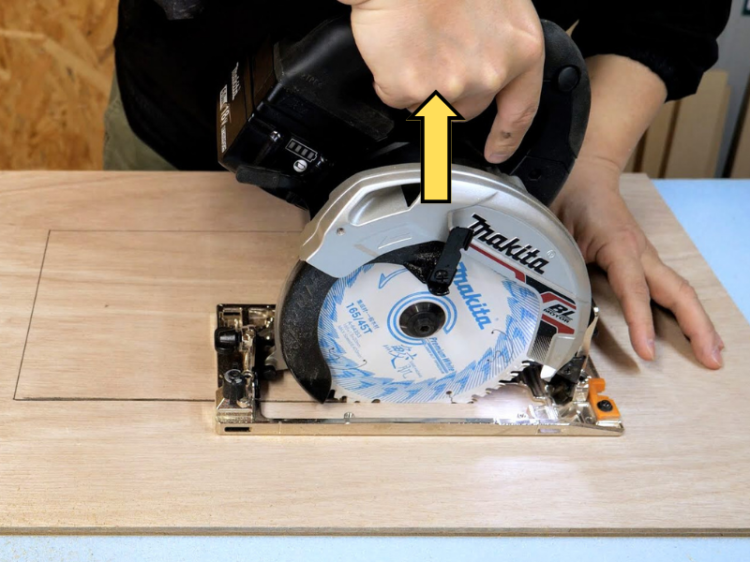
トップガイド側を支点に下方へ降ろしていく
墨線に合わせて切り始める
前方へ切断していく
窓あけ加工は、一辺ずつ切断していきます。
トップガイドを墨線に合わせながら、本体前方を支点としてノコ刃を浮かせた状態でスイッチを入れます。
安全カバーを少し持ち上げノコ刃を墨線に合わせながら、徐々に下方へ下ろしていきながら切断し始めます。
※ベース面が完全に加工材へ密着した時に、切断始めがなるべく墨線角に合うように本体を操作します。
ベース面が加工材に密着したら前方へ切断していきます。
墨際まで切断する
スイッチを切り切断を終える
前方の墨線角まで切断出来たらスイッチを切り、切断を終えます。

四辺をそれぞれ切断する
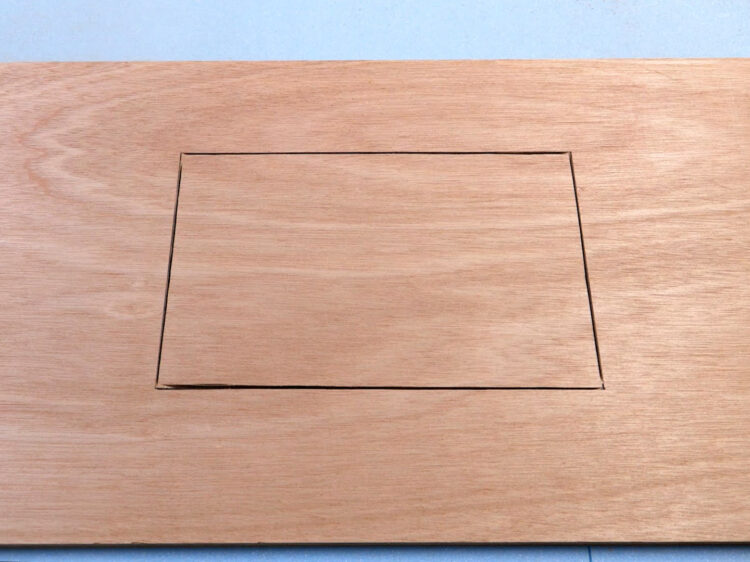
四辺の切断完了
四角の四辺それぞれ同様に切断します。
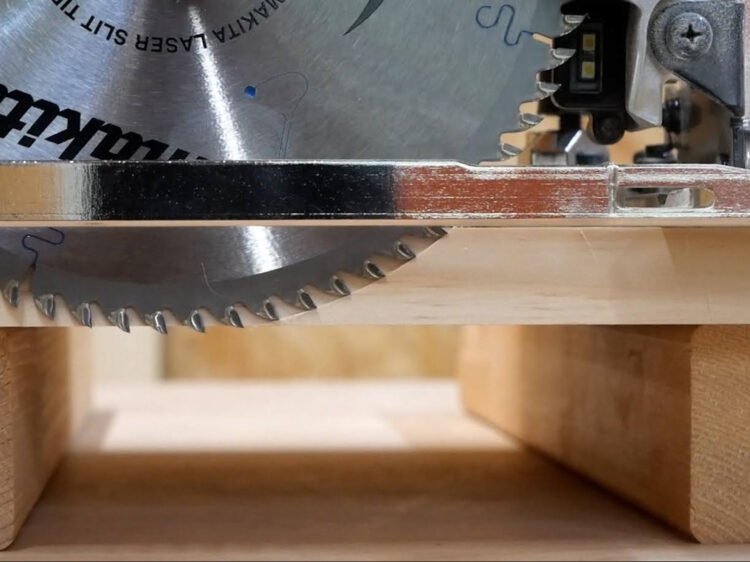
ノコ刃の切断軌跡
切り残し箇所
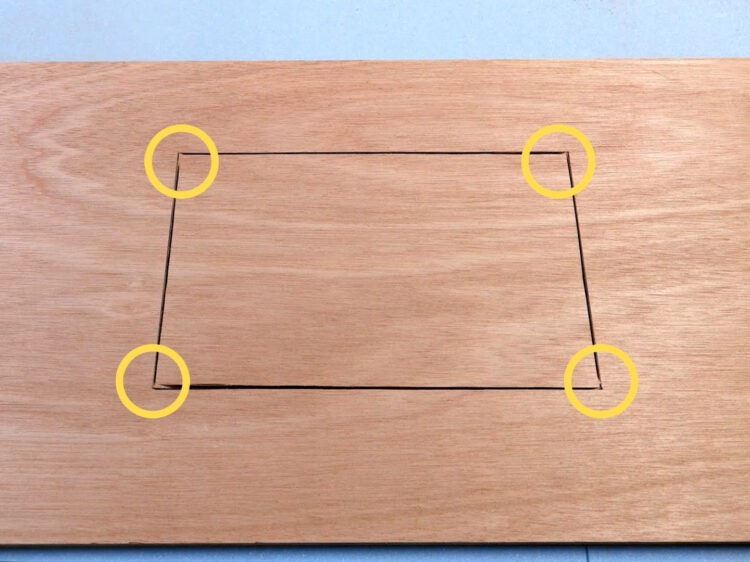
四隅の切り残し箇所

のこぎり等で切り残し箇所をカット

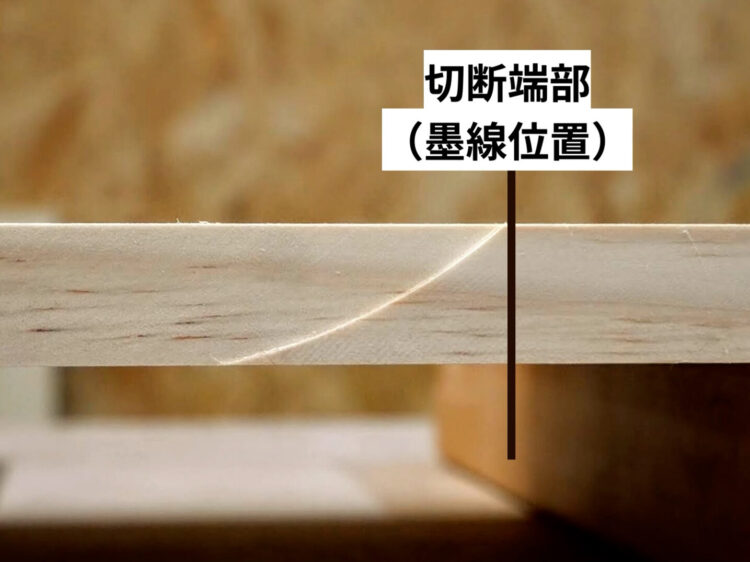
丸ノコはノコ刃の形状から、材料上面の墨線まで切断していても材料下面は切り残しが出来てしまいます。
窓あけ加工では、切り残し(四隅)をノコギリ等でカットする必要があります。
幅の細い材料の加工

幅の狭い材への溝加工

マルノコが不安定になる
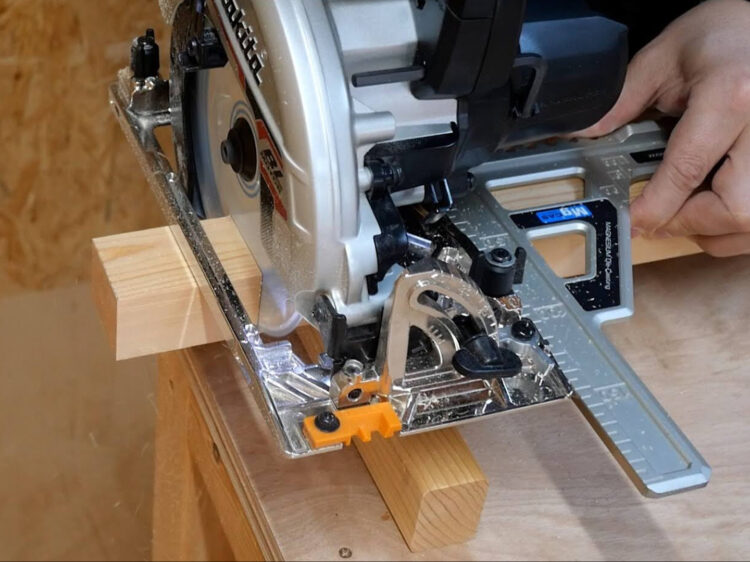
幅の狭い材の切断加工
マルノコが不安定になる
幅の狭い材への溝加工や切断加工は、ベース面と材料の接地面が狭く、丸ノコが不安定になりがちです。

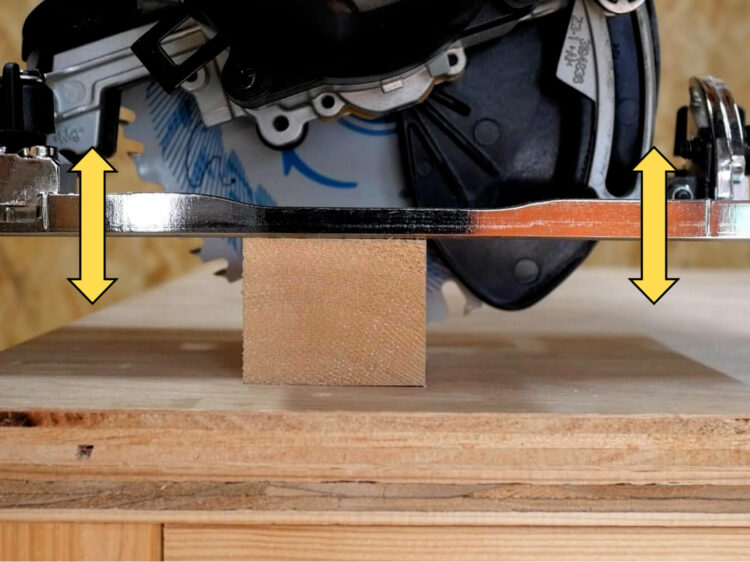
加工材に同厚の添え木を当てる

加工材と同厚の添え木を当てる
安定した加工が出来る
同厚の添え木を設置し、ベース接地面を増やすと安定して加工が出来ます。
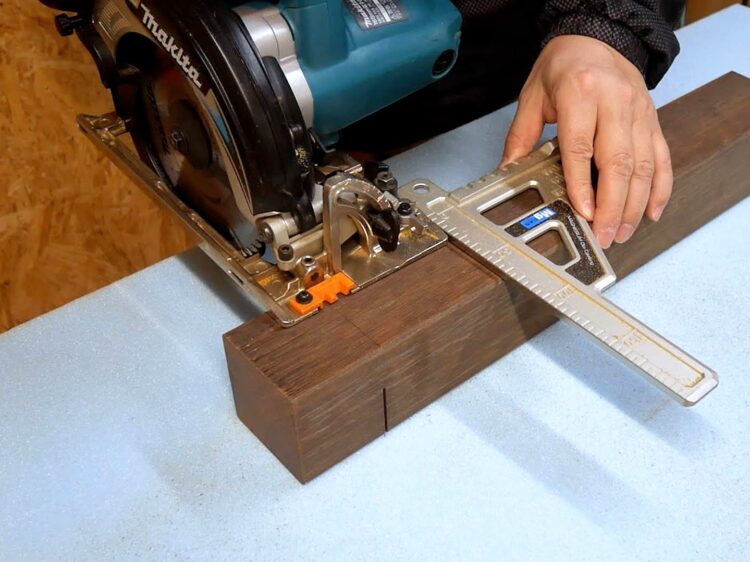
ノコ刃最大切り込み深さ以上の厚みがある材料の加工
板厚が最大切り込み深さより厚い

墨線を四面に引いていく
最大切り込み深さより加工材の板厚が厚い場合、表面と裏面から切り込みを入れ切断する事になります。
加工材の四面に墨線を回して繋げます。
墨線を表面と裏面の同じ位置へ引く方法の詳細は、スコヤ・留め定規・自由定規・プロトラクターとは?使い方と機能について説明します。 の記事を参照してください。

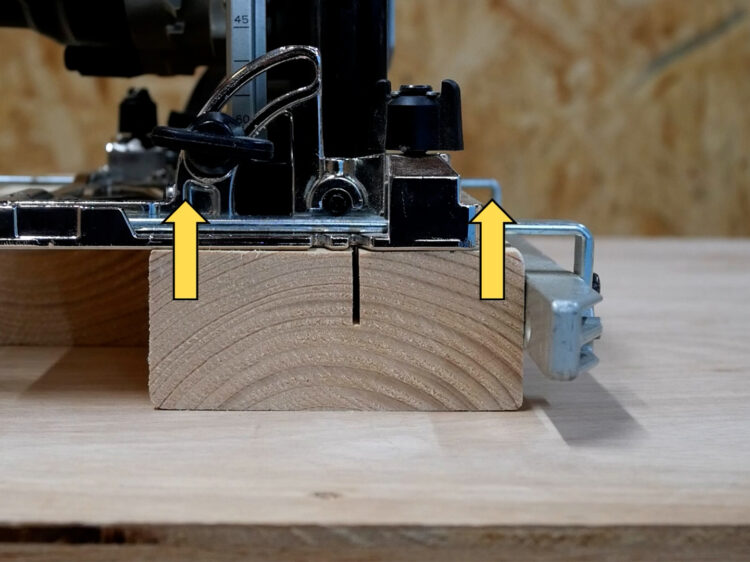
上面から半分ほど切削
厚みの半分強切断完了
切り込み深さを「加工材の厚み半分+α」に調整し、墨線にあわせて切断していきます。
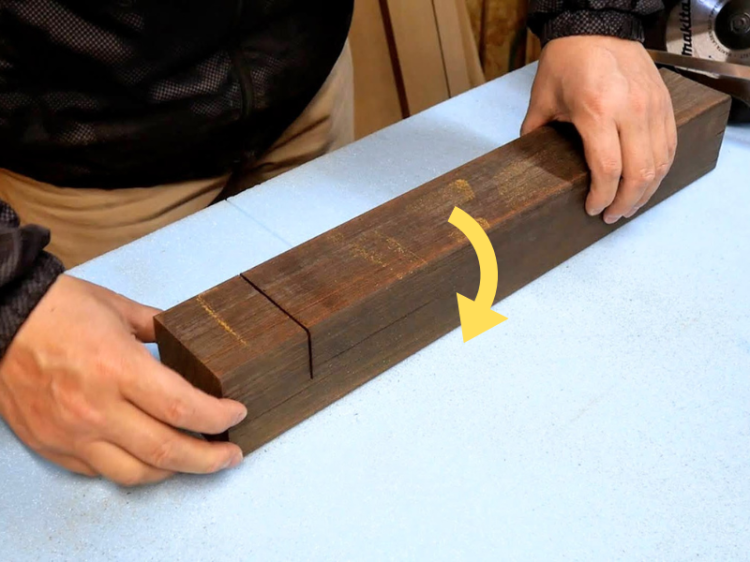
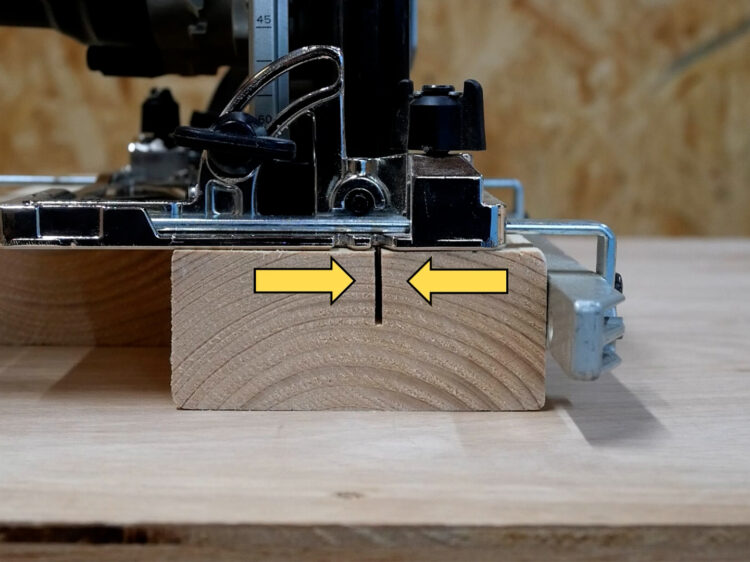
加工材を裏返す
裏面を切断

切断完了

切断面の仕上がり
加工材を裏返し、裏面を墨線に合わせて切断していきます。
墨線を加工材の裏表へ正確に印し、墨線通りに切断加工する事で、切断断面に段差を付けずに仕上げる事が出来ます。
最大切り込み深さの2倍弱まで切断加工する事が可能です。
まとめ
今回は丸ノコについて使い方と構造について解説しました。
木工DIYでなにかオリジナルの物を製作する時にはまず部材を切り出すところから始めます。
「丸ノコ」 を使用すれば、正確にカット出来ることは勿論、作業性が格段にアップする事間違いないです。
ただしキックバックなどに注意しながら安全に作業する事を心がけてください。
丸ノコの使い方に関しては、以下の動画でも詳しく解説しています。