”丁番” は、家具や建具の扉や蓋などを開閉させる為の金物で、様々な種類と使い方があります。
今回は、折りたたみ式のテーブルや下向きに開く扉などに使用される、”ミシン丁番” と ”長丁番” について、使い方と取り付け方法を説明します。
ミシン丁番とは?

ミシン丁番
”ミシン丁番” は、平丁番と構造が似ていますが、回転軸が短く羽根が大きめになっており、羽根の先端部が半円形になっているのが特徴です。
主に折りたたみテーブル(ミシン台の天板など)や下開きの扉などに用いられる丁番です。

ミシン丁番の取り付け

面付けで取り付ける
ミシン丁番は、基本的に ”面付け” で取り付けられます。
( ”面付け” とは、取り付け箇所に加工をせず、そのまま丁番をネジ止めして取り付けること)

180°開いた状態

ミシン丁番の可動域

180°閉じることが可能
ミシン丁番は使用方法によりますが、丁番を開いた状態(部材同士がフラットな状態)から180°閉じることが可能です。
掘り込み加工によるミシン丁番の取り付け方法

ミシン丁番を180°閉じた状態
ミシン丁番を面付けで取り付けた場合、全開の状態から180°閉じると丁番の厚み分だけ隙間があいてしまいます。

丁番取付位置をほり込んで固定

閉じた時に隙間が無い
今回は面付けではなく、丁番の取付け部分をほり込んで、閉じた際に隙間が無くなる取り付け方法を説明します。

マキタ製トリマー

テンプレットガイドを装着

ミシン丁番用テンプレート
ミシン丁番の取付け部分の掘り込みは、トリマーのならい加工で行います。
トリマーにテンプレットガイドを装着し、丁番の形に切り抜いた ”テンプレート(型板・ジグ)” に沿わせてならい加工をする事で、丁番がピッタリはまる溝をほる事が出来ます。
トリマーのならい加工に関しては、 トリマーの使い方と構造について詳しく説明します。 の記事を参照してください。
ミシン丁番用テンプレート(掘り込み加工用型板)の作り方

ミシン丁番用テンプレート

加工部材の木端面にフェンスを押し当て固定する
ミシン丁番のテンプレートは、5.5mm厚の合板を使用し、フェンスをつけます。
テンプレートをセットする際、フェンスを加工部材の木端面に押し当て固定する事で、切削箇所の奥行方向の位置決めが容易になります。
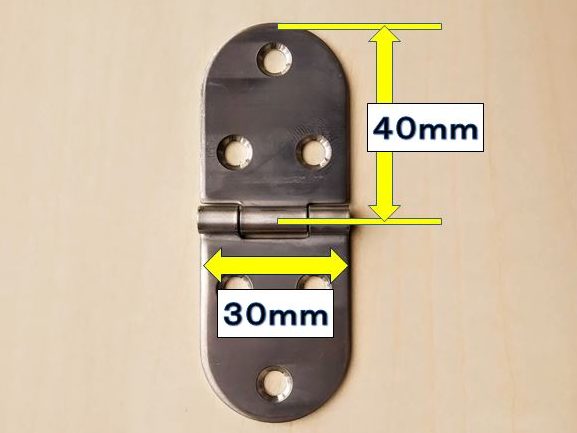
ミシン丁番の寸法
切り抜き箇所の寸法
今回使用するミシン丁番の寸法は、幅が30mm、丁番先端から回転軸センターまでが40mm、先端半円の直径が30mmになります。
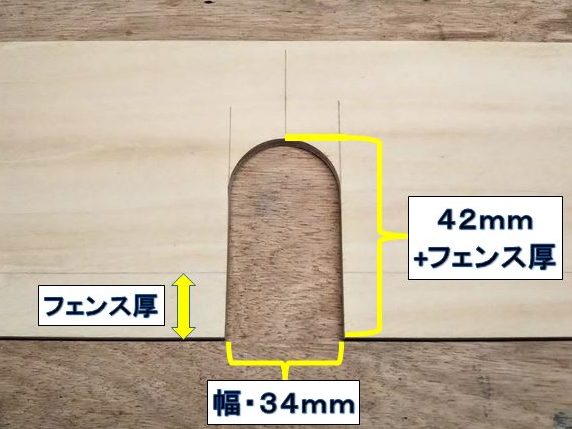
トリマーにテンプレットガイドを装着して行うならい加工では、テンプレート(切り抜き部分)を実際にほり込む範囲(丁番の大きさ)の外周より外側に2mm大きく作る必要があります。
テンプレートの切り抜き箇所の寸法は、幅が34mm、丁番先端からテンプレート端までが42mm+フェンスの厚み、先端半円の直径が34mmになります。
各部の墨線
半円部の中心と切り抜き箇所の上端を墨付け
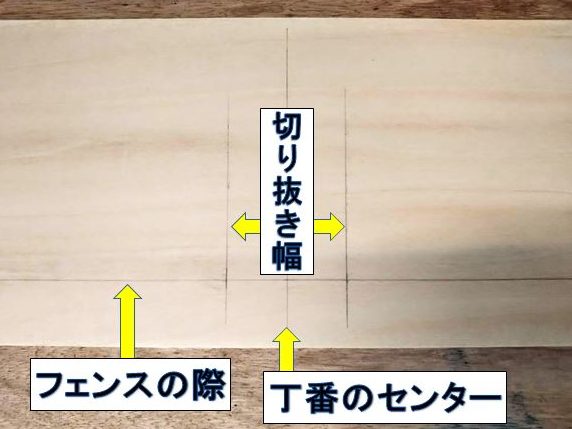
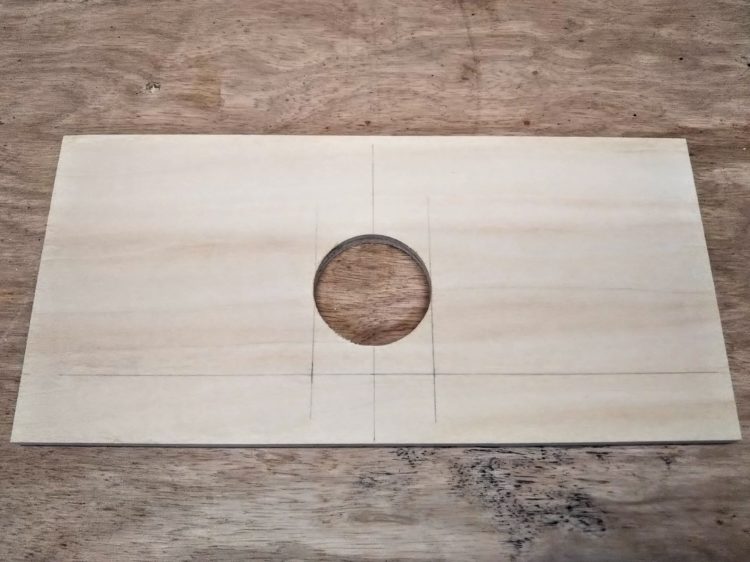
5.5mm厚の合板に、切り抜き箇所各部の墨付けをします。
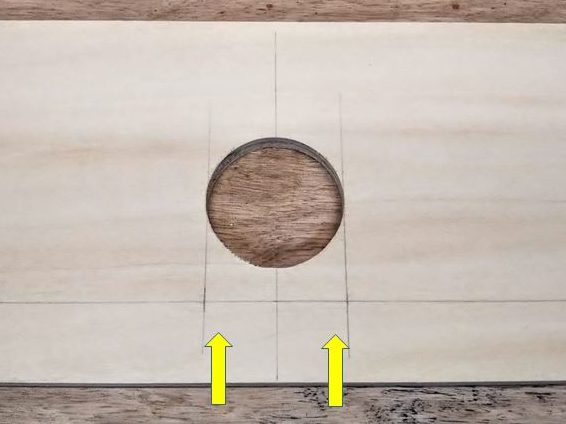
丁番のセンターを墨付けしたら、その墨線を基準に、切り抜き箇所の幅を墨付けします。
(丁番のセンターの墨線は、テンプレート使用時に位置決めの目印になるので、切り抜き箇所上端より長く伸ばしておきます)
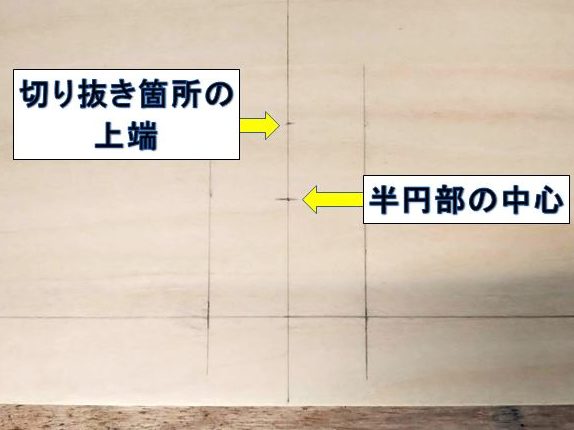
切り抜き箇所の上端と半円部の中心は、フェンスの厚みを考慮(フェンスの厚みを墨付けしておく)してフェンス際からの寸法を測り(上端は際から42mmの位置、半円部中心は際から25mmの位置)、墨付けします。

先三角ショートビット・刃径34mm

半円部分を穴あけ
半円部分の穴あけ完了
切り抜き箇所の半円部分を、ドリルビットで穴あけして切り抜きます。(先三角ショートビット・刃径34mmを使用)
加工材の下に捨て板を敷いたら、ビットの先端を半円部中心墨に合わせ、真っ直ぐ垂直に穴あけします。
両端を墨線に沿って切り抜く

トリマーに6mmのストレートビットを装着

使用するビット専用の自作ガイド
切り抜き箇所の両端を、トリマーを使用し墨線に沿って切り抜きます。
トリマーには6mmのストレートビットを装着し、専用の自作ガイドを使用します。

自作ガイドを墨線に合わせて固定する
トリマービットの出寸法の決め方
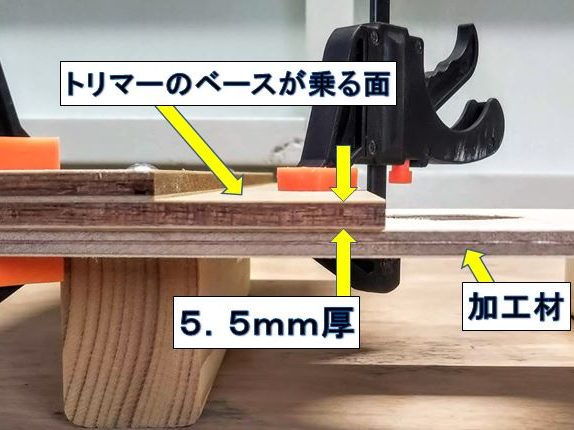
自作ガイドを両端の墨線に合わせてクランプで固定します。
トリマービットの出寸法は、トリマーベースが乗る部分のガイドの厚み(今回は5.5mm厚のシナべニアを使用)+実際に切削する深さになります。

自作ガイドに沿って切削

一回目の切削

片側の切り抜き完成
自作ガイドにトリマーを沿わせて、何回かに分け切削を深くしていき、片側を切り抜きます。

反対側に自作ガイドをセット

ガイドに沿って切削

一回目の切削
反対側の墨線にガイドを固定し、切り抜いた片側と同じようにトリマーで切削します。
既に切り抜かれている半円部の端から切削を始めるので、慎重に切削初めの位置を確認して加工します。

切り抜き終了
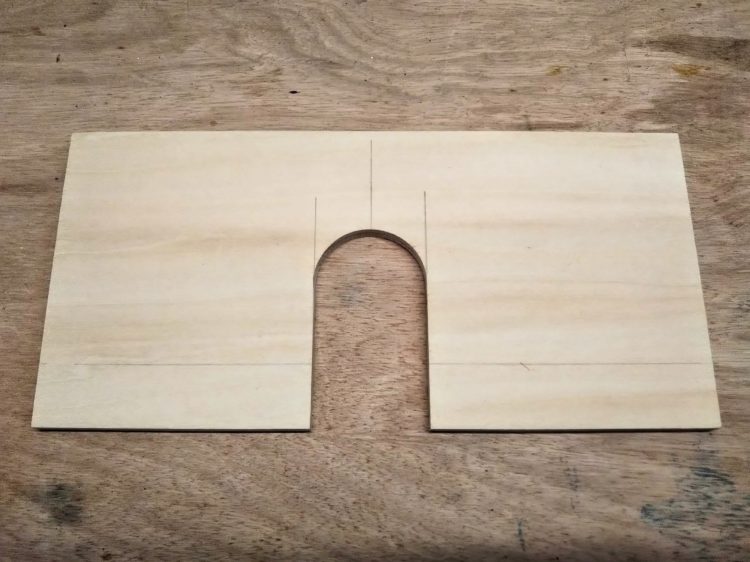
切り抜き完成

ミシン丁番用テンプレートの完成
何回かの切削に分け、端を切り抜きます。
切り抜きが終わった合板にフェンス材を固定し、ミシン丁番用テンプレートの完成です。
ミシン丁番用テンプレートを使用した掘り込み加工のやり方・ミシン丁番の取付け

ミシン丁番のセンター
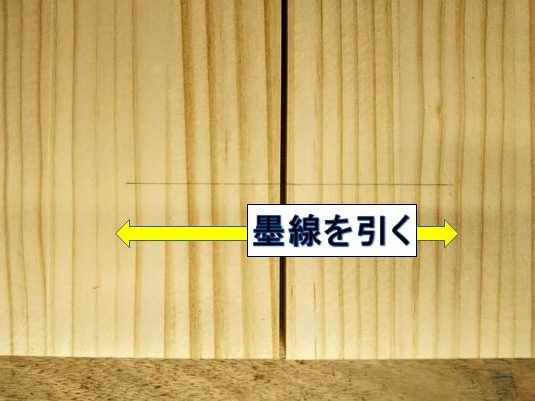
墨線を引く
ミシン丁番の取付位置に、丁番のセンターを示す墨線を引きます。(墨線は、丁番の大きさより長めに引いておきます)

部材とテンプレートのセンターを合わせる
テンプレットガイドを装着
部材の木端面にテンプレートのフェンスを当て、部材に引いたセンターの墨線と、テンプレートのセンターの墨線を合わせたらクランプで固定します。
トリマー・ベース部分にはテンプレットガイドを装着し、6mmのストレートビットを使用します。

回転軸部分の厚み

ビットの出と実際の切削深さの関係
トリマーによる掘り込みの深さは、ミシン丁番の回転軸部分の厚みの1/2になります。
1/2以上掘り込んでしまうと、部材同士が干渉して閉じる事が出来なくなるので注意してください。
ならい加工では、トリマーのベースをテンプレートの上に乗せて切削します。
トリマー・ベース面からのストレートビットの出寸法は、「テンプレートの厚み+部材に掘り込む深さ」になります。
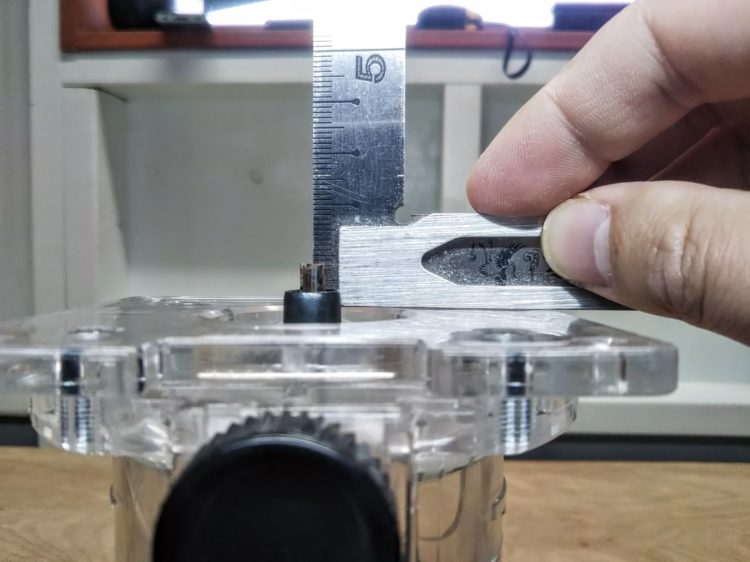
ビットの出寸法を8.5mmに設定

トリマーの切削方向
今回使用するミシン丁番は、回転軸部分の厚みが6mmなので、トリマーベースからのビットの出寸法は、8.5mm(テンプレートの厚み・5.5mm+回転軸部分の半分の厚み・3mm)となります。
トリマーの切削方向(送り方向)は、テンプレートに沿って時計回りになります。

テンプレートに沿わせて切削する

テンプレートに沿った切削

掘り込み加工完成
テンプレートにトリマー・テンプレットガイドを沿わせて切削していきます。
テンプレートに沿って端部分を掘り込んだら、残った真ん中部分も切削し、掘り込み加工の完成です。

ミシン丁番仮はめ込み

ミシン丁番はめ込み具合

ミシン丁番はめ込み具合
ミシン丁番をはめ込み、はまり具合と掘り込みの深さを確認します。

丁番取付箇所すべてに同じ掘り込み加工を施す

ネジ止めの位置に印をつける

ネジ止め
丁番取付箇所すべてに、同じ掘り込み加工を施します。
丁番をはめ込み、ネジ止め箇所に千枚通しで印を付け、ネジ止め・固定します。

掘り込み加工を施したミシン丁番の取付け

ミシン丁番取付完了

ミシン丁番を閉じていく

隙間の無い収まり
掘り込み加工を施したミシン丁番の取付けの完成です。
長丁番とは?
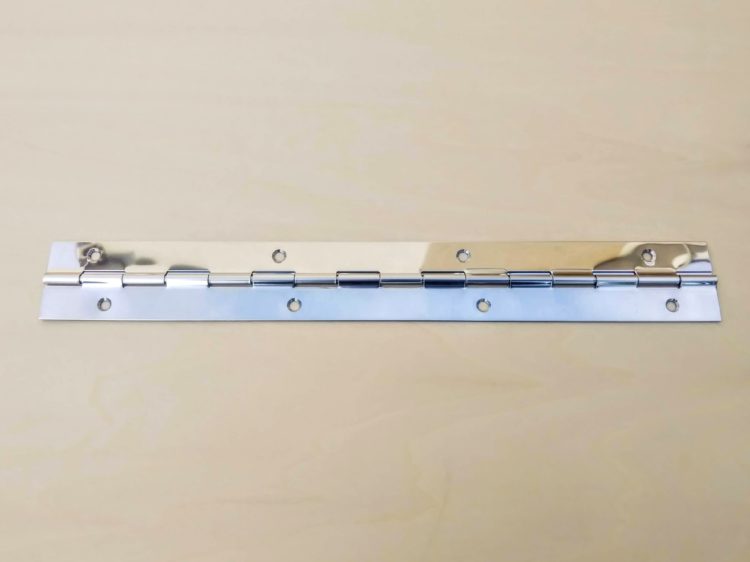
長丁番

ピアノ丁番
”長丁番” は、折りたたみ式のテーブルやライティングテーブルの開閉部分に使用される丁番です。
ピアノの鍵盤の蓋に使用されるので ”ピアノ丁番” とも呼ばれます。
扉や蓋などの長さに合わせて一枚の丁番で取り付けられるので、本体と扉・蓋の間に隙間がなく、セキュリティが求められる銀行のATMなどにも使用されます。

面付けで取り付ける

長丁番の可動域

180°閉じることが可能
長丁番は、基本的に面付けで取り付けます。
ミシン丁番と同様に、丁番を開いた状態(部材同士がフラットな状態)から180°閉じることが可能です。

丁番両端の管を潰してある

管を潰していない
長丁番には、回転軸が抜け落ちないように丁番の両端の管を潰してあるタイプと、潰していないタイプがあります。
(両端の管を潰していないタイプは回転軸が端まで通っているのに対し、潰してあるタイプは両端の管には回転軸が通っていません)
両端を潰していない長丁番は、使用する寸法に合わせカットし使用出来ますが、取り付ける前に回転軸が抜けないように両端の管を潰しておく必要があります。
丁番のカットは軸がつぶれるなどのトラブルが起こりやすいので、なるべくカットの必要のない両端の管を潰してあるタイプを使用することをおすすめします。
まとめ
今回は、折りたたみ式テーブルや下向きに開く扉に使用される、”ミシン丁番” と ”長丁番” について、使い方と取り付け方法を説明しました。
ミシン丁番に関しては、”テンプレート” を作製し、トリマーでのならい加工を施した取り付け方法を紹介しました。
ほりこみ加工が必要な他の丁番においても、専用のテンプレートを作製しておくと、加工を正確・迅速に行うことが出来ます。
その他の種類の丁番に関しては、蝶番(丁番)の種類と使い方、取り付け方法とは?まとめ の記事を参照してください。