木工において、板材同士を直角に接合する箇所(引き出しなどの箱やキャビネットのような箱物家具の接合部分)は非常に多く、接合方法も様々です。
ビスやダボを使用したり、接ぎ手(部材の接合箇所を加工しかみ合わせる)による接合方法もあります。
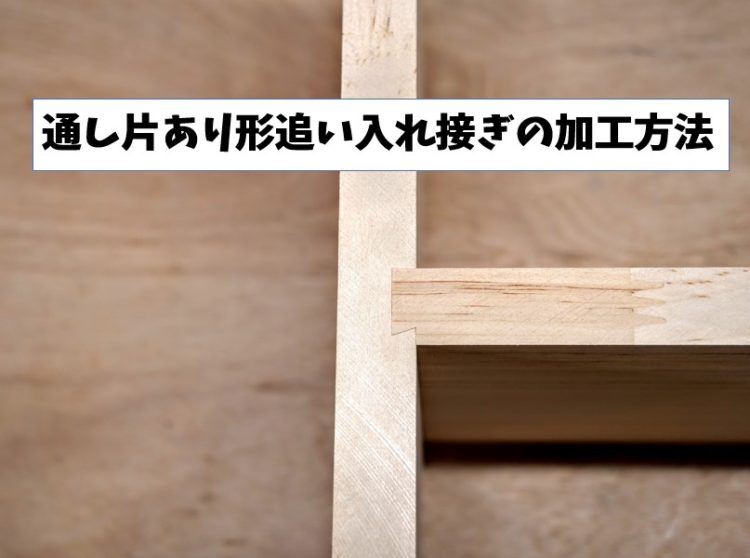
今回は、引き出しの箱や箱物家具の天板・地板と側板の接合部分に用いられる接ぎ手、”片胴付き追い入れ接ぎ” の加工方法を紹介します。
片胴付き追い入れ接ぎとは?

片胴付き追い入れ接ぎ

追い入れ接ぎ
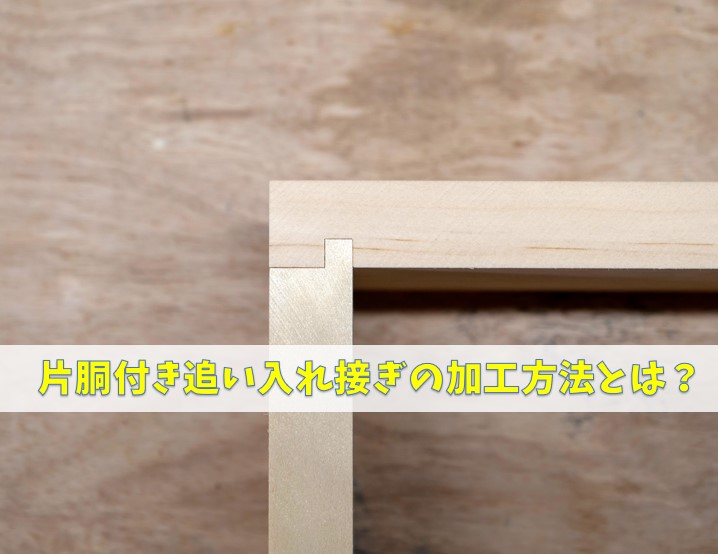
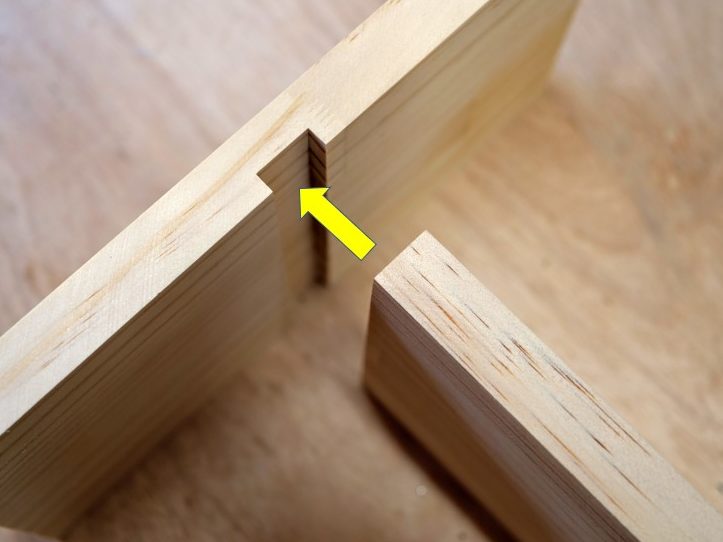
”片胴付き追い入れ接ぎ” とは、追い入れ接ぎの一種で、引き出しのような箱やチェスト等の箱物家具の接合部に用いられる接合方法(接ぎ手)です。
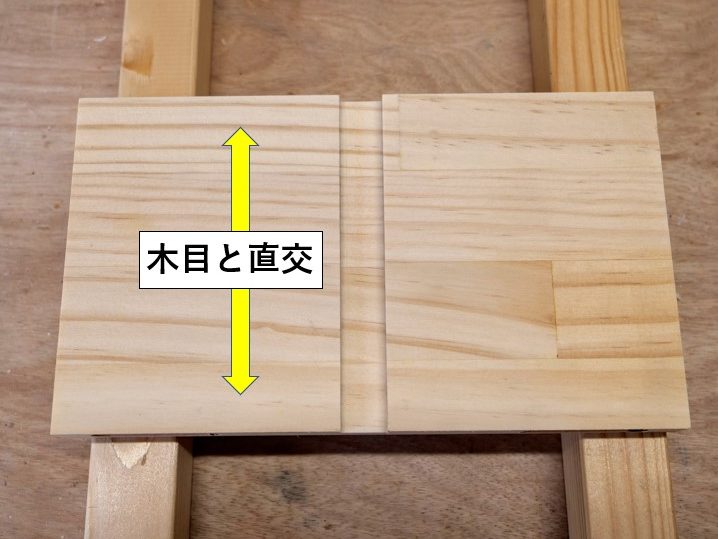
木目と直交する溝をほる
溝にはめ込む

通し追い入れ接ぎ
追い入れ接ぎは、片方の部材側面(板面)に木目と直交する溝(追い入れ)をほり、もう一方の部材の端部をはめ込む接合方法(接ぎ手)になります。
追い入れの溝には様々な形状があり、溝の形状に合わせてもう一方の部材端部を加工しはめ込みます。
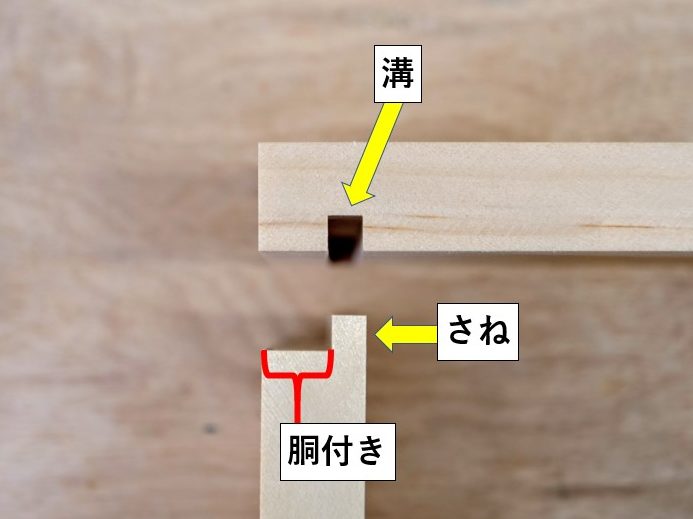
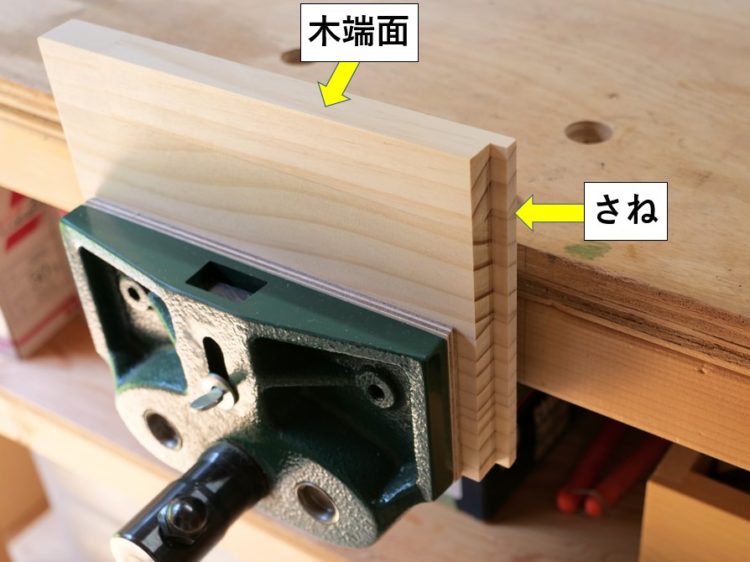
胴付き・さね・溝

部材側面に接着する面が胴付き
片胴付き追い入れ接ぎは、溝にはめ込む部材の端部にさね加工を施し、溝をほった部材にさねと胴付き面を接合します。
胴付きは、溝をほった部材の側面(板面)に接着する部分の名称になります。
溝にはめ込む部材端部の片側に胴付き面がある為、片胴付き追い入れ接ぎと呼ばれます。
片胴付き追い入れ接ぎの加工方法
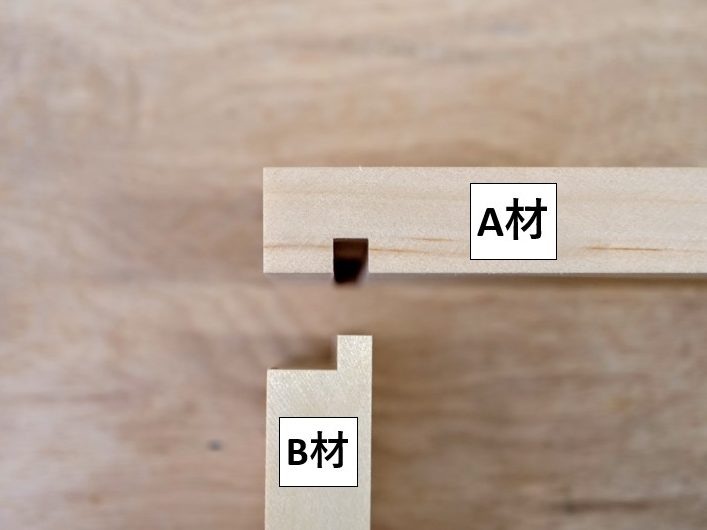
A材(溝をほる部材)とB材(片胴付きのさね加工を施す部材)
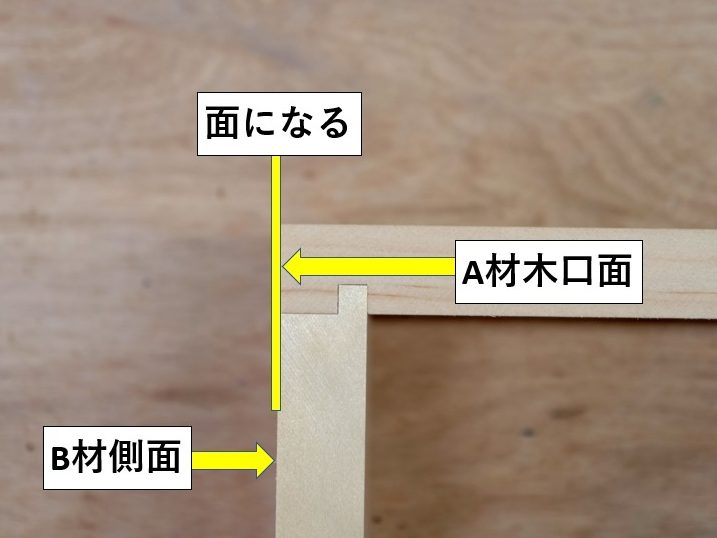
A材木口面とB材側面が面になる
片胴付き追い入れ接ぎの溝をほる部材を ”A材” 、片胴付きのさね加工を施す部材を ”B材” とします。
A材の端部(木口面)とB材の側面が面になる(フラットになる)場合の加工方法を説明していきます。
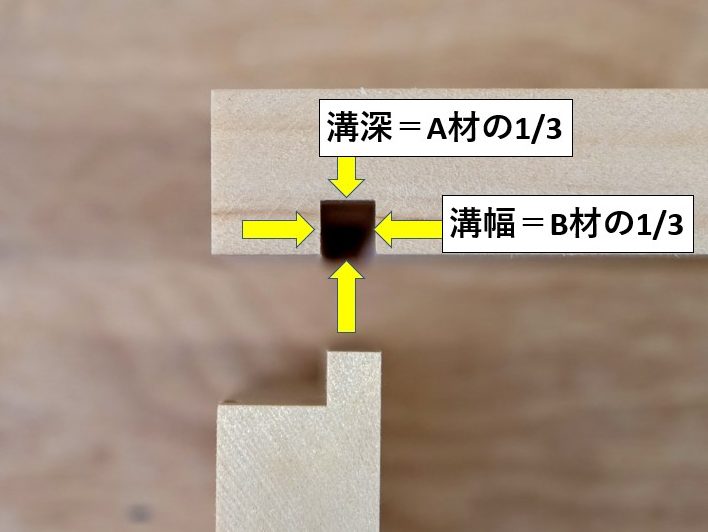
溝の寸法
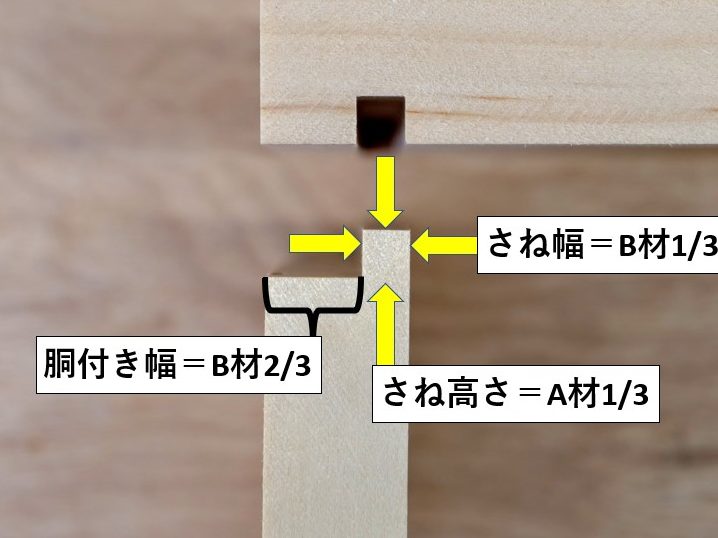
さねの寸法
加工順序は、はじめにA材に溝をほり、その溝に合わせてB材のさね加工をします。
A材の溝幅はB材の板厚の1/3、溝深さはA材の板厚の1/3の寸法にします。
B材はA材の溝に合わせるので、さね幅がB材の板厚の1/3・さねの高さがA材の板厚の1/3、胴付き面の幅がB材の板厚の2/3の寸法になります。
トリマー(ストレートガイドを装着)で溝を切削

ストレートビット(B材板厚1/3寸法と同径)を装着

ストレートガイドを装着
トリマーを使用し、A材に溝を切削していきます。
トリマーには、ストレートビット(B材の板厚1/3寸法と同径のビット)とストレートガイドを装着します。
トリマーについて(ストレートガイドの使用方法等)詳しくは、トリマーの使い方と構造について詳しく説明します。 の記事を参照してください。
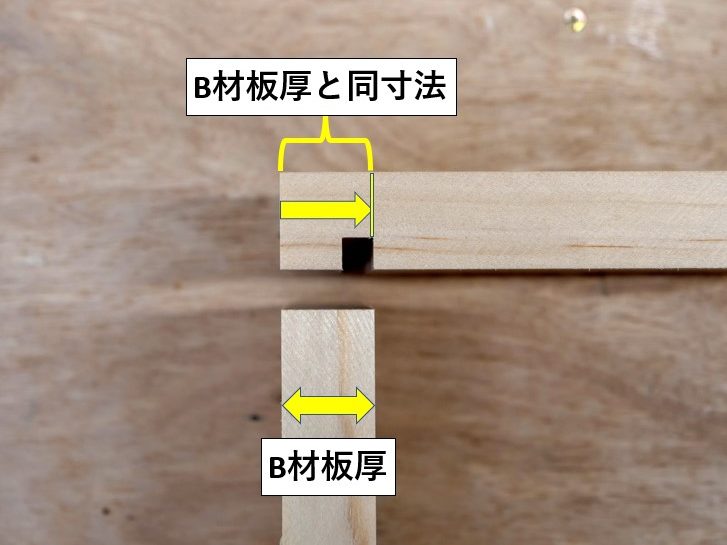
木口面と溝際(内側)の寸法がB材板厚と同じになる

ストレートガイドとビット外寸間をB材板厚と同寸法にセット
A材の端部(木口面)とB材の側面が面になる(フラットになる)接合にするので、A材の木口面から溝際間の寸法がB材の板厚と同じになります。
トリマーのストレートガイドとビットの外側間の寸法を、B材板厚と同寸法にセットします。
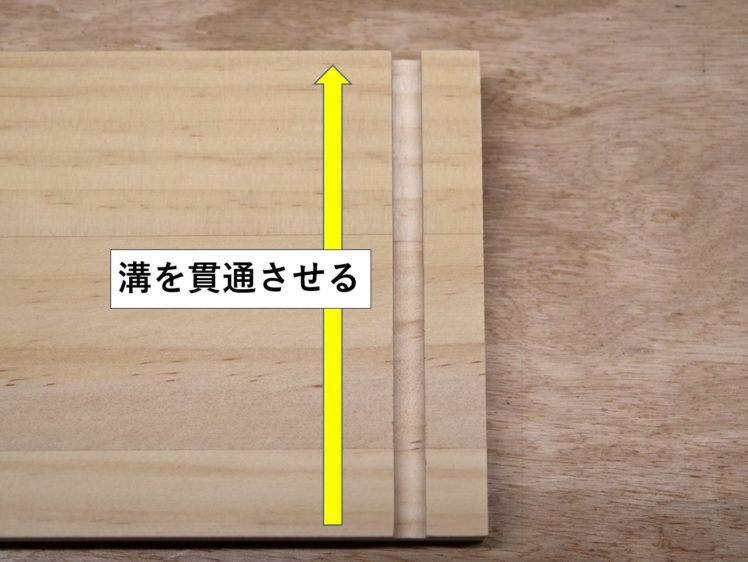
溝を端から端まで貫通させる
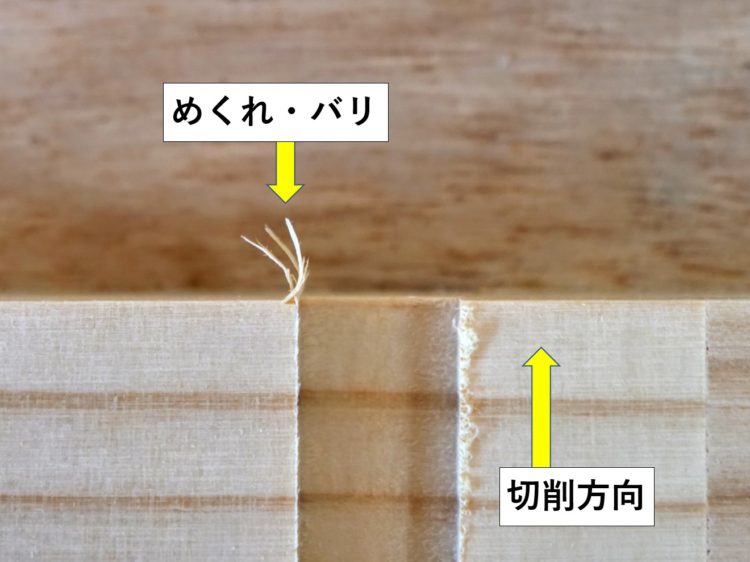
溝端部のめくれ・バリ
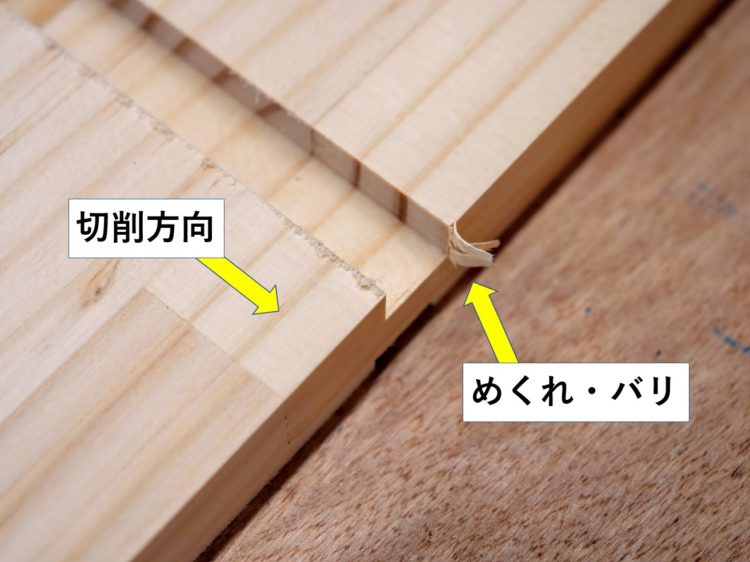
溝端部のめくれ・バリ
切削する溝は、木目に直交するように部材の端から端まで貫通させます。
この場合、トリマービットの回転方向の影響で、溝切削の終わり部分(ビットに対して左側)にめくれ・バリが起こり、角が欠けてしまうことが往々にしてあります。

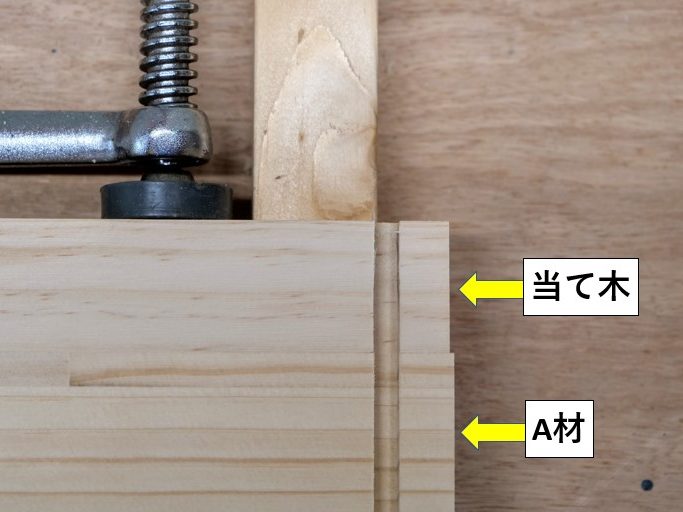
A材の木端面に当て木をクランプで固定

木口面にストレートガイドを沿わせて溝を切削
当て木ごと切削する
めくれ・バリを防ぐ為に、A材と同板厚の当て木を溝切削の終わり側へクランプで固定しておきます。
ストレートガイドを部材の木口面に押し当て、当て木まで溝を切削します。
(A材厚1/3の深さまで何回かに分け切削します)
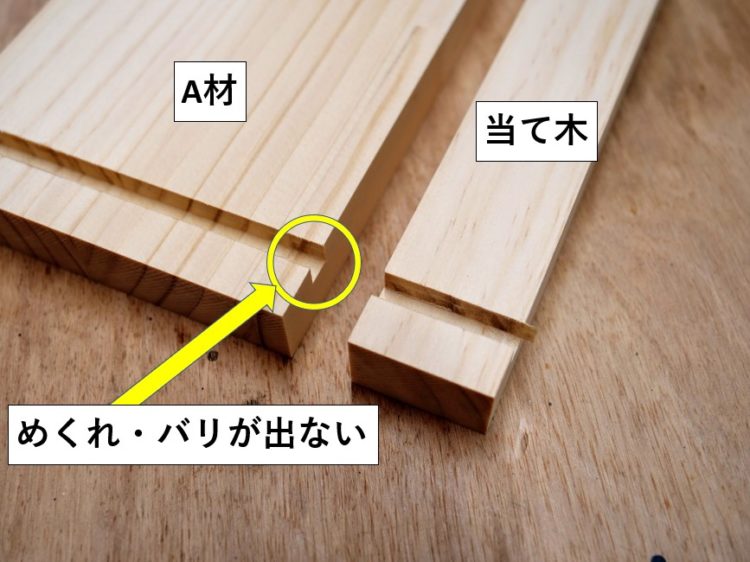
A材の木端面にめくれ・バリが出ない仕上がり
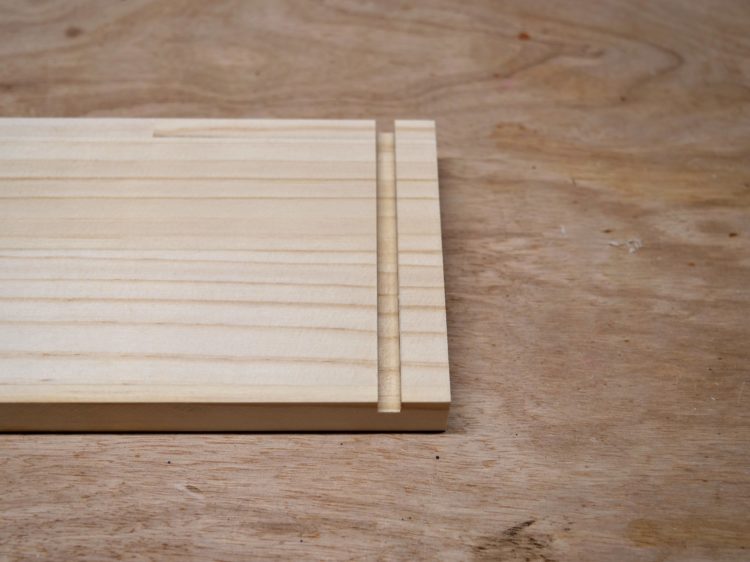
追い入れの溝の完成
当て木を端部に固定しておくことで、めくれ・バリが無くきれいに仕上がります。
トリマーと自作ガイドによるさね加工

トリマー用自作ガイド

B材の木口面に片胴付きのさねを加工
トリマーと自作ガイドを使って、B材の木口面に片胴付きのさね加工を行っていきます。
トリマーの自作ガイドの作り方等に関しては、トリマーの使い方と構造について詳しく説明します。 の記事を参照してください。
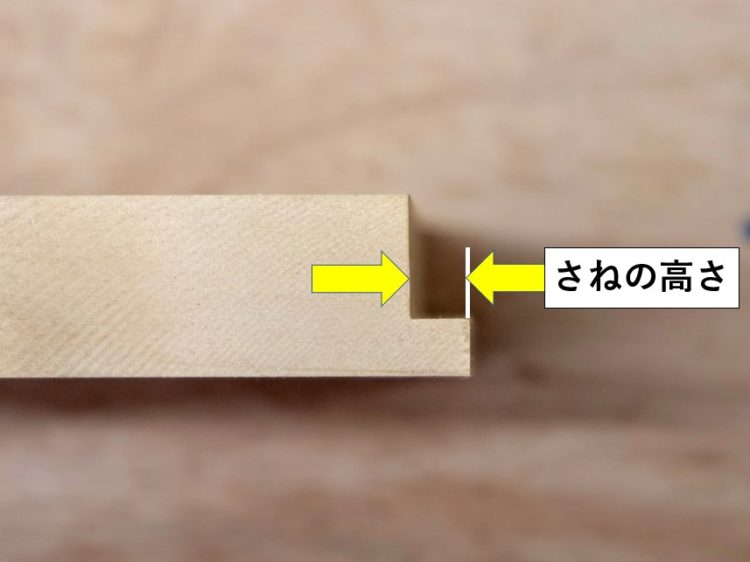
さねの高さ寸法

さねの高さ寸法より大きい径のビットを装着
トリマーにはさねの高さ寸法より大きい径のストレートビットを装着し、そのビット専用の自作ガイドを使用します。
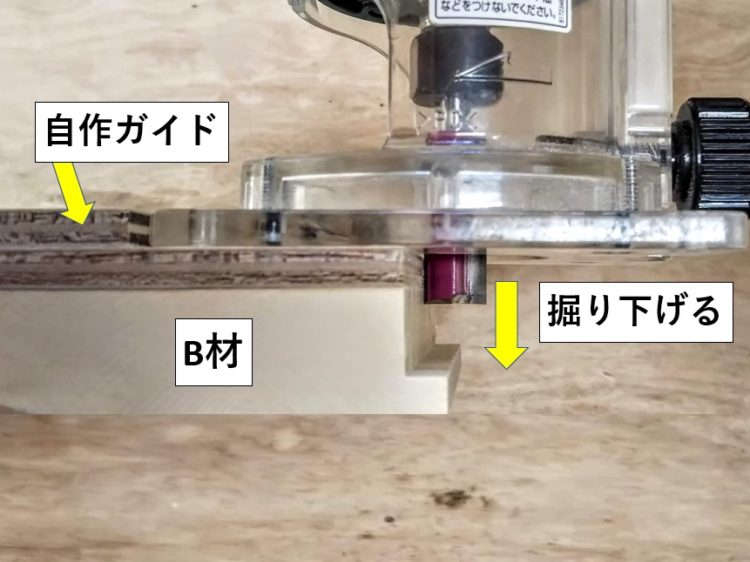
さね幅がB材厚1/3まで掘り下げる
B材の側面を上にして自作ガイドを取り付け、さね幅がB材の板厚の1/3になるまで徐々に掘り下げていく方法になります。

B材の端部に欠き取り箇所の墨線を引く
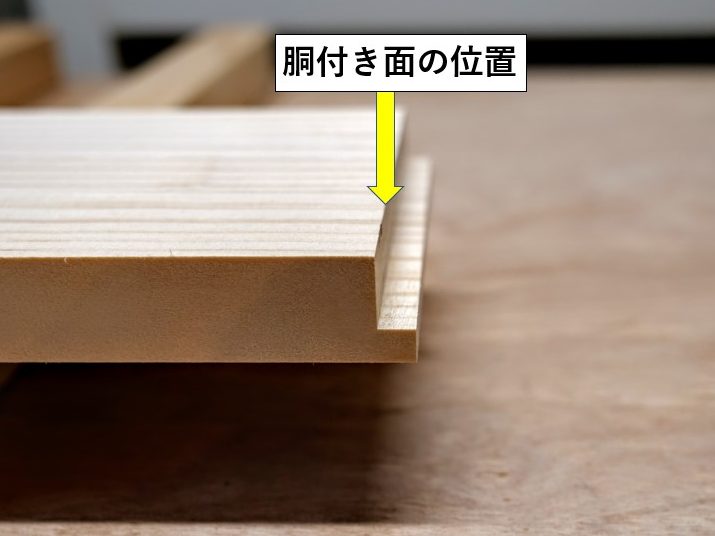
胴付き面の位置に墨付けする
B材の端部に欠き取り箇所の墨線を引きます。
墨線は、木口面からさねの高さ寸法(A材の厚みの1/3)を測った位置に引きます。
墨線は、加工後の胴付き面の位置になります。

当て木をクランプで固定
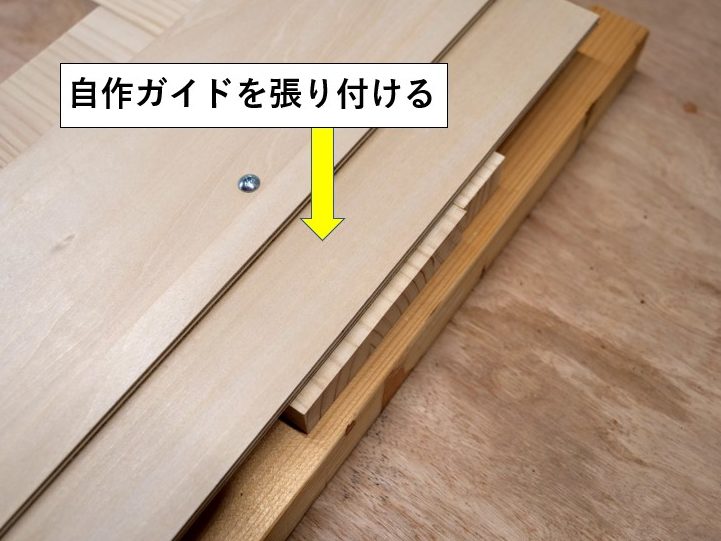
両面テープで自作ガイドを張り付ける
A材の溝切削と同様に、端部にめくれ・バリが出ないよう、当て木(B材と同板厚)をB材の木端面にクランプで固定します。
部材の墨線に合わせ、自作ガイドを両面テープで張り付け、固定します。

トリマーを自作ガイドに沿わせて切削する

当て木ごと切削する
自作ガイドにトリマーのベースを沿わせて切削していきます。
さねが所定の厚みになる様に、徐々に深く切削していきます。

A材の溝にはめてみる
さね幅が所定の寸法(B材厚の1/3)に近くなったら、実際にA材の溝にはめてみて、はまり具合を確認します。
トリマーのビットの出・切削量を調整して、溝にピッタリとはまる様にしていきます。

B材にめくれ・バリがなく仕上がる

片胴付きのさね加工の完成
A材の溝にピッタリはまる様にさね幅を調整して、片胴付きのさね加工の完成です。
B材の切削端部に当て木を当てているので、めくれ・バリがなくきれいに仕上がります。
追い入れの溝と片胴付きのさねを接合

接合面に接着剤を塗布

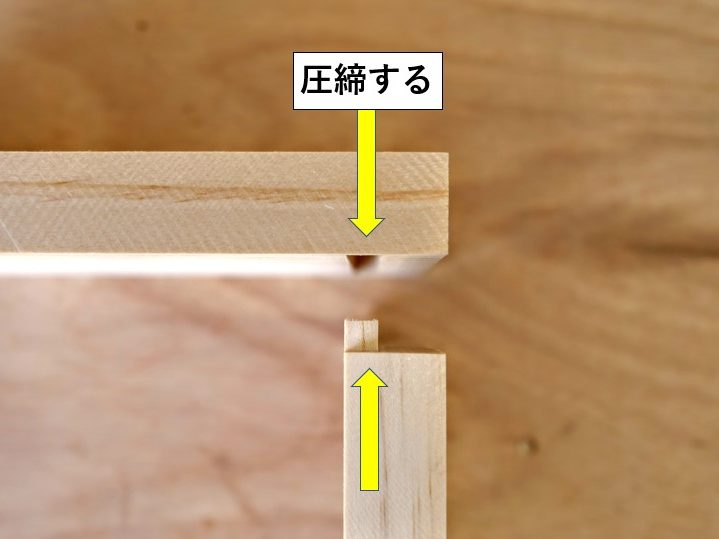
クランプで圧締
A材に追い入れの溝切削、B材に片胴付きのさね加工が完了したら、接合面に木工用接着剤を塗布し、クランプで圧締します。

接合箇所拡大

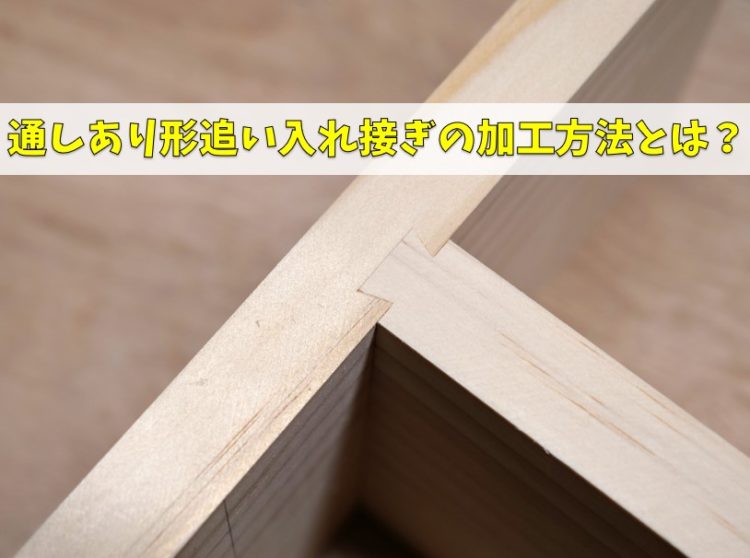
片胴付き追い入れ接ぎによる箱組
接着剤が乾燥したら、片胴接ぎ追い入れ接ぎによる接合の完成です。
肩欠き追い入れ接ぎ

片胴付き追い入れ接ぎ(追い入れの形が見える)
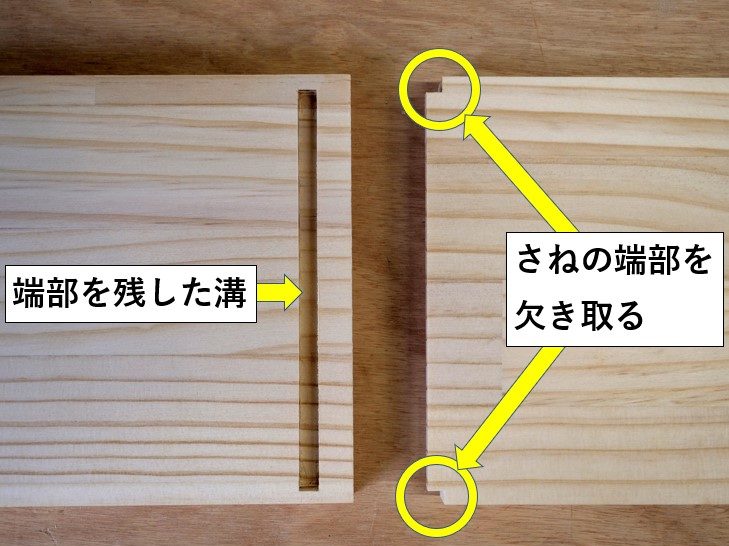
溝の端部を残した部材とさねの端部を欠き取った部材を用意
溝材とさね材を圧締する

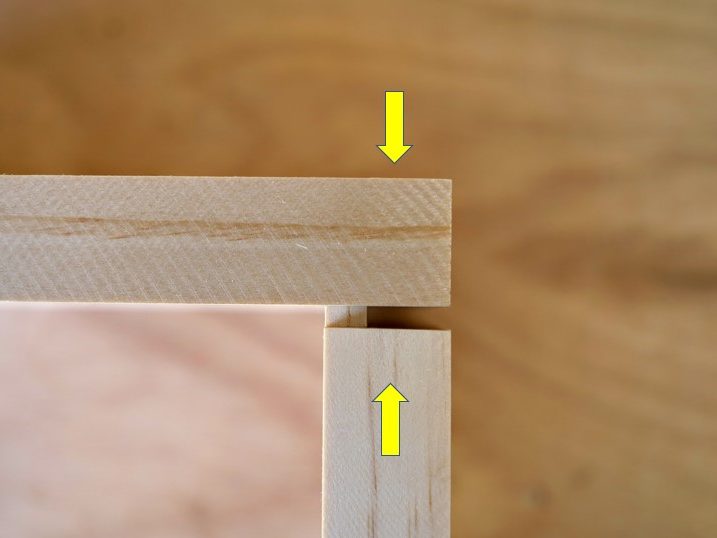
追い入れの形が見えない肩欠き追い入れ接ぎ
通常の片胴付き追い入れ接ぎは、接合部分の木端面に追い入れの形が見えてしまいます。
溝を端から端へ通すのではなく木端面の少し手前で溝を止め、さねの端部を欠き取り胴付き面を足すことで、木端面に追い入れの形が見えない ”肩欠き追い入れ接ぎ” による接合が可能になります。
箱物家具の天板と側板の接合など、外観をスッキリ見せる場合に用いられます。
片胴付き追い入れ接ぎの応用編として、加工方法を紹介します。

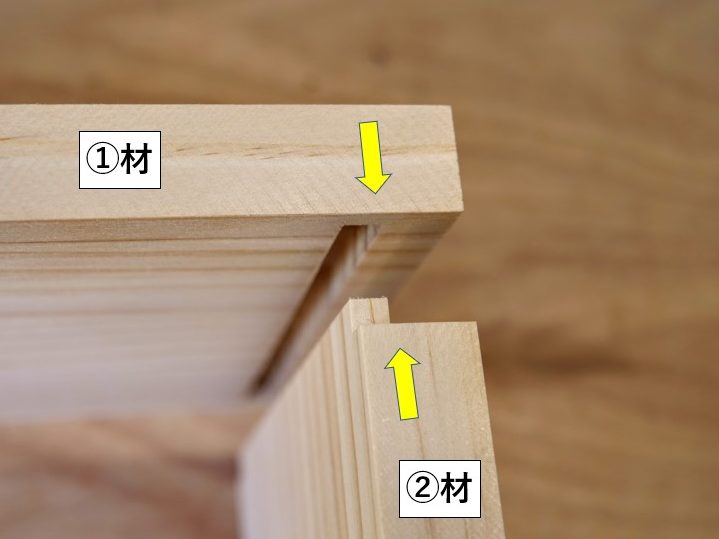
①材と②材
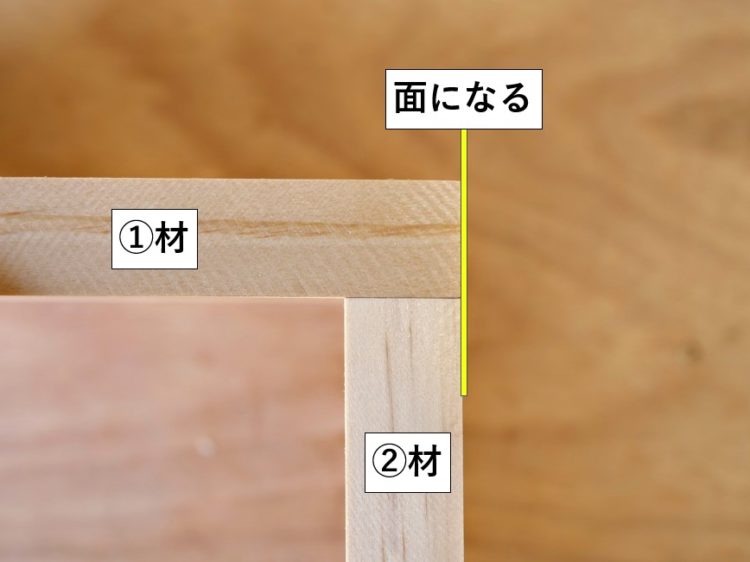
①材木口面と②材側面が面になる
肩欠き追い入れ接ぎの溝をほる部材を ”①材” 、さね加工を施す部材を ”②材” とします。
片胴付き追い入れ接ぎの例と同じく、①材の端部(木口面)と②材の側面が面になる(フラットになる)場合の加工方法になります。
追い入れの溝の幅・深さとさねの幅・高さの設定方法は、片胴付き追い入れ接ぎの場合と同じになります。
溝切削
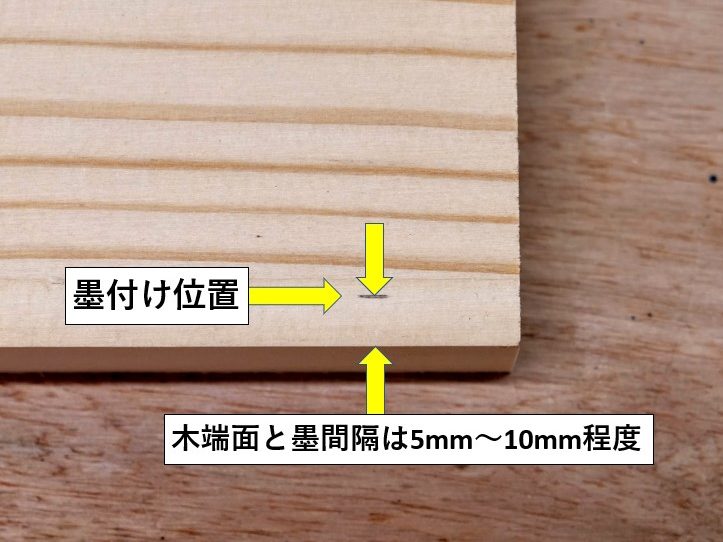
溝の切削範囲を墨付け

溝の切削範囲
①材に溝を切削していきます。
溝の切削範囲(端部)を墨付けします。(溝の端部から木端面までの寸法は5mm~10mm程度に設定)

トリマーで溝を切削

①材厚の1/3の深さまで切削
墨付けした間をトリマーで切削します。(トリマーの設定方法(ストレートビット・ストレートガイド)は、片胴付き追い入れ接ぎの場合と同じです)
溝の深さは、①材の板厚1/3まで切削します。

半円形の溝端部

溝端部をノミで四角に整える

溝両端を四角にする
トリマーで切削した溝の端部が半円形になるので、ノミで四角に整えます。
さね加工
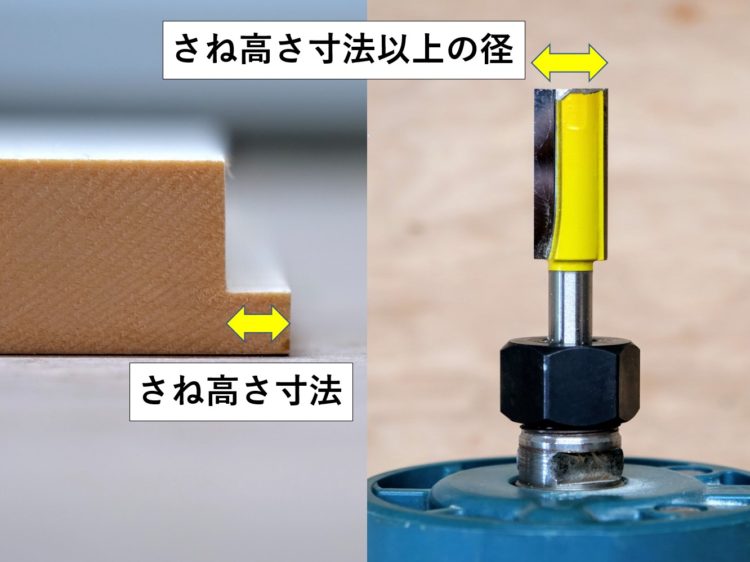
ストレートビット(さねの高さ寸法以上の径)装着

ストレートガイドを装着
②材にさね加工を施していきます。
トリマーには、さねの高さ寸法以上の径のストレートビットとストレートガイドを装着します。
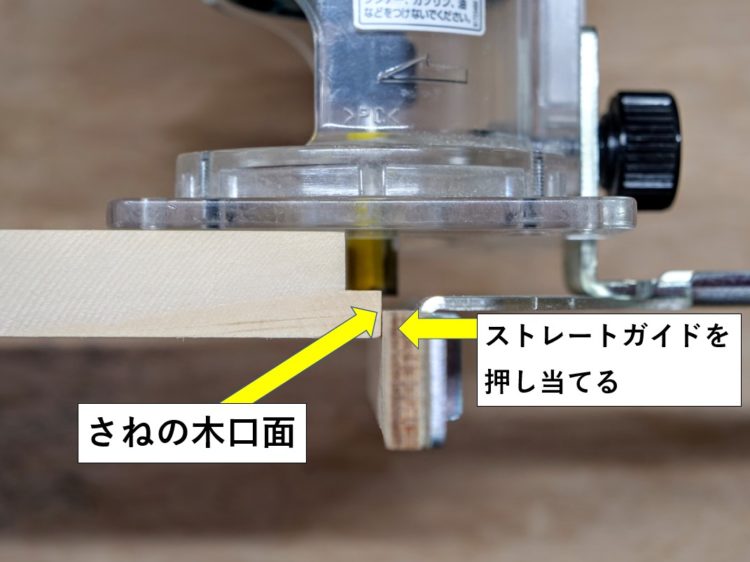
さねの木口面がストレートガイドの基準面
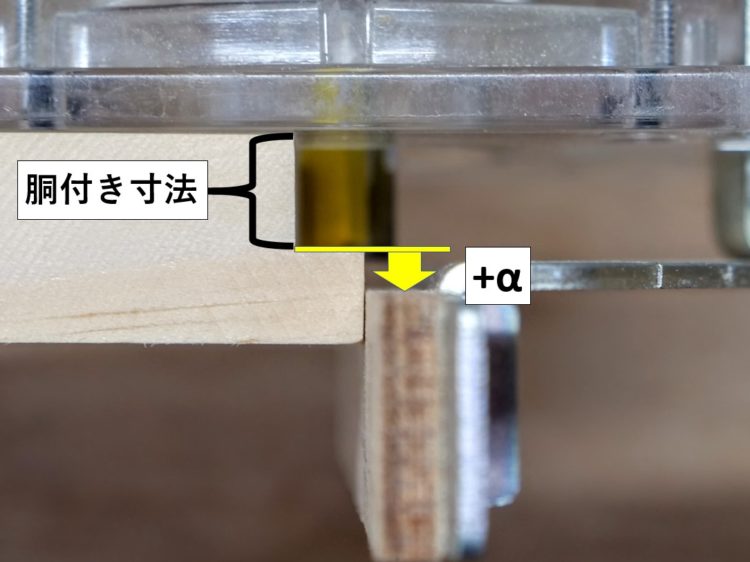
ストレートガイドをトリマーベース面から胴付き寸法+α下げた位置にする
切削時、ストレートガイドを当てる基準面は、加工後にさねの木口面となる部分です。
ビットとの干渉を避けるため、ストレートガイドの上端をトリマーベースから「②材の胴付きの幅寸法+α」下げた位置になる様に取り付ける必要があります。
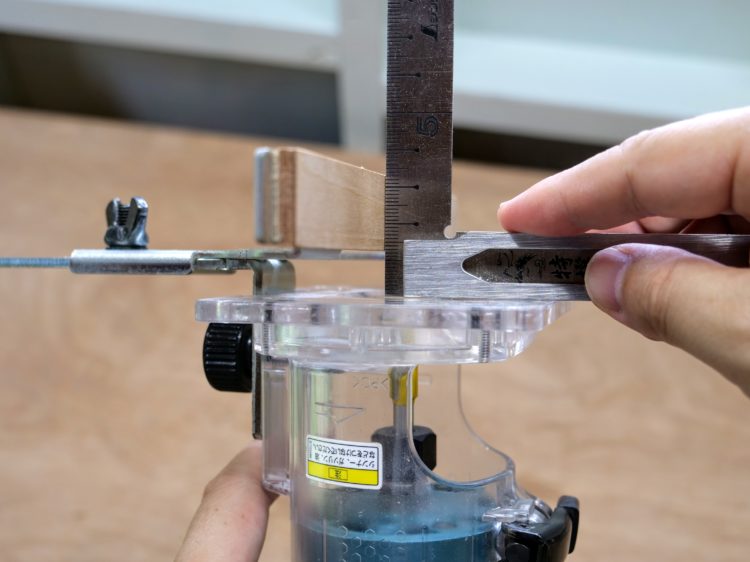
「②材の胴付きの幅寸法+α」の位置にセット
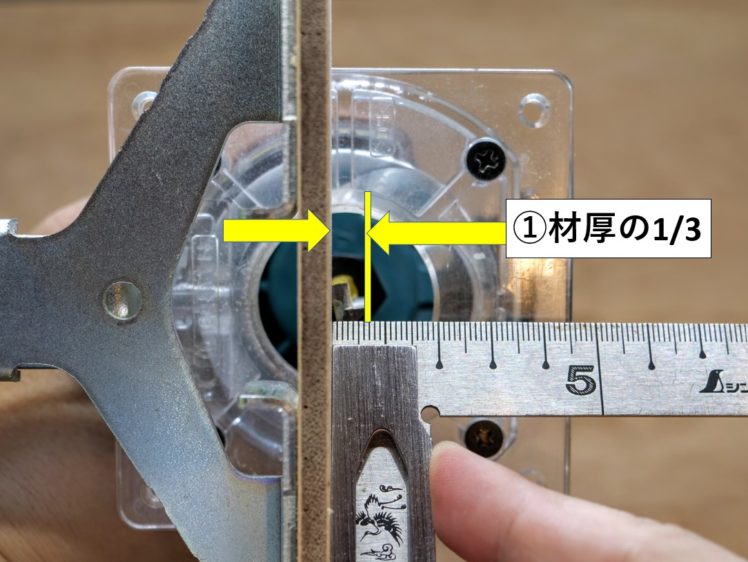
ストレートガイドとビット外寸間を①材厚の1/3にセット
ストレートガイド上端位置を「②材の胴付きの幅寸法+α」に固定し、ストレートガイドとビット外寸間を①材厚の1/3寸法にセットします。

当て木を固定し切削する

さね幅が②材厚1/3になるまで切削する
当て木を②材の木端面に固定したら、ストレートガイドを木口に押し当て、切削していきます。
さね幅が②材厚の1/3になるまで、何回かに分け掘り下げていきます。
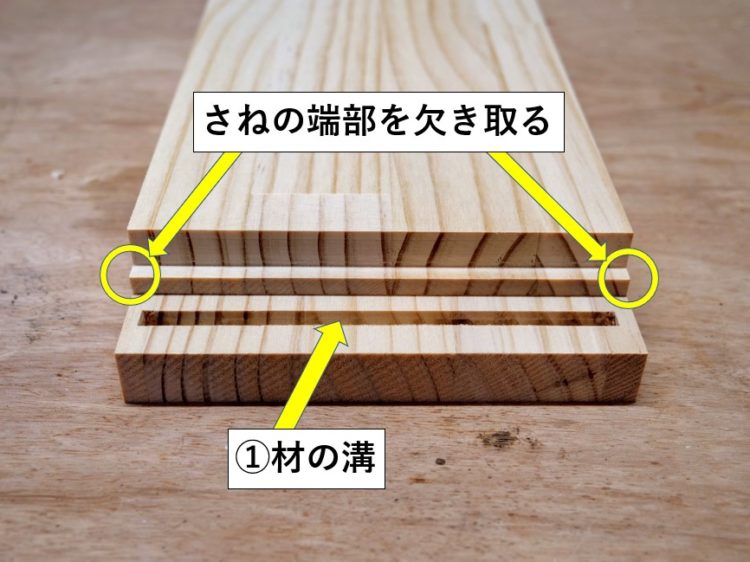
①材の溝長さに合わせて②材のさね端部を欠き取る
②材の木端面を上・さねを右側にして固定
②材の端から端までさねを通したら、①材の溝の長さに合うように、さねの端部をトリマーで欠き取って(肩欠き)いきます。
②材の木端面を上へ、さねを右側にして、作業台等に固定します。
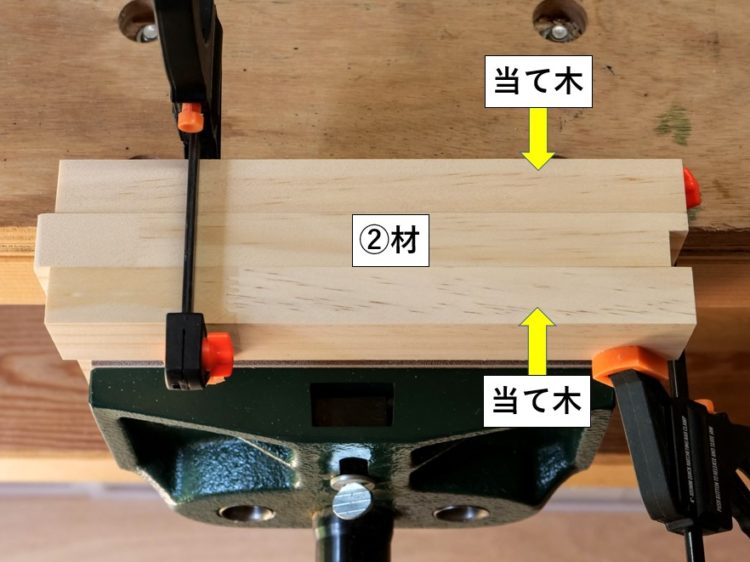
②材を当て木で挟んで固定
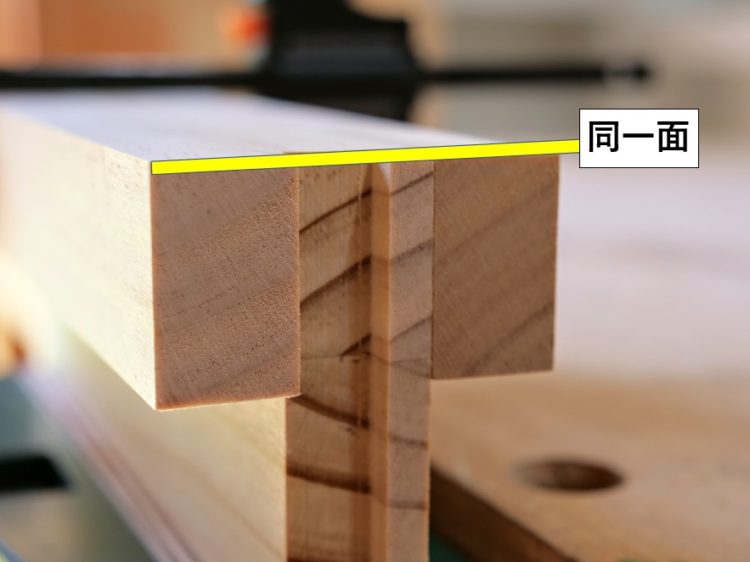
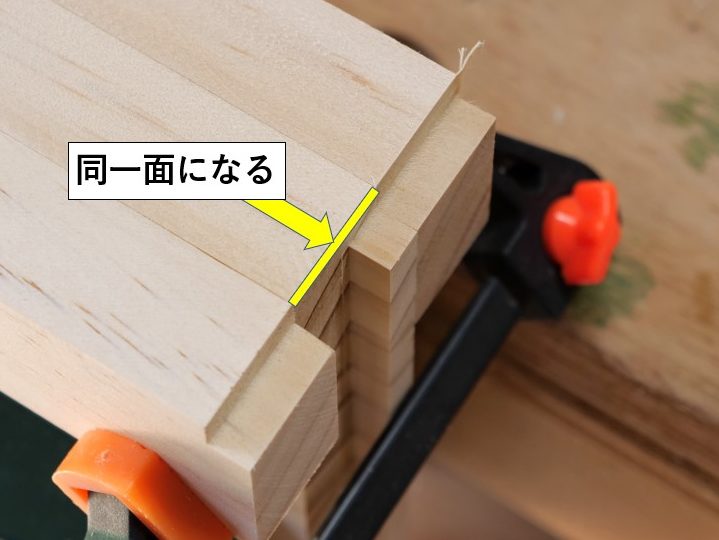
②材木端面と当て木上面は同一面にする
当て木とさねを同一面にする
ねの欠き取り箇所のめくれ・バリを防ぐ事と、トリマー操作を安定させる為、②材を挟むようにして前後に当て木を固定します。
当て木上面は②材の木端面と同一面にし、当て木木口面はさね木口面と同一面になる様に固定します。

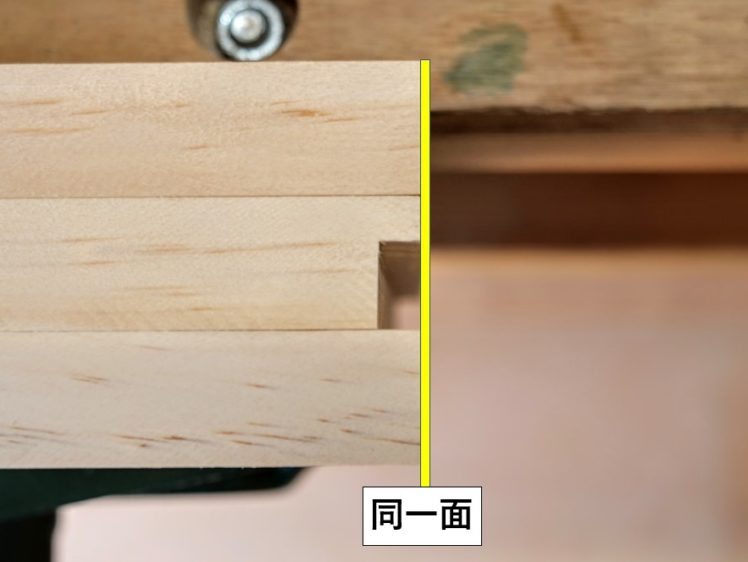
当て木・さね木口面にストレートガイドを当てて切削
片胴付き面と欠き取った部分が同一面になる
さね加工時に設定したストレートガイドの位置を変えずに、当て木・さね木口面に押し当て欠き取り切削します。
ストレートガイドの設定を変えないことで、欠き取り部分と片胴付き面を同一面に切削することが出来ます。
(欠き取り時のストレートガイドを当てる基準面がさね木口面となり、さね加工時の基準面と同じになる為)

さね端部を必要な分欠き取る

片側の欠き取り完成
さね端部を必要な寸法分欠きとります。

②材をひっくり返し反対側の端部を欠き取り

反対側のさね端部の欠き取り完成
②材をひっくり返し(さねの位置は右側)、当て木を固定し、トリマーで同様にさね端部を欠き取ります。

さね両端部の肩欠き加工完成
さね両端部の欠き取り(肩欠き)加工が完成です。
接合面に接着剤を塗布し圧締
圧締
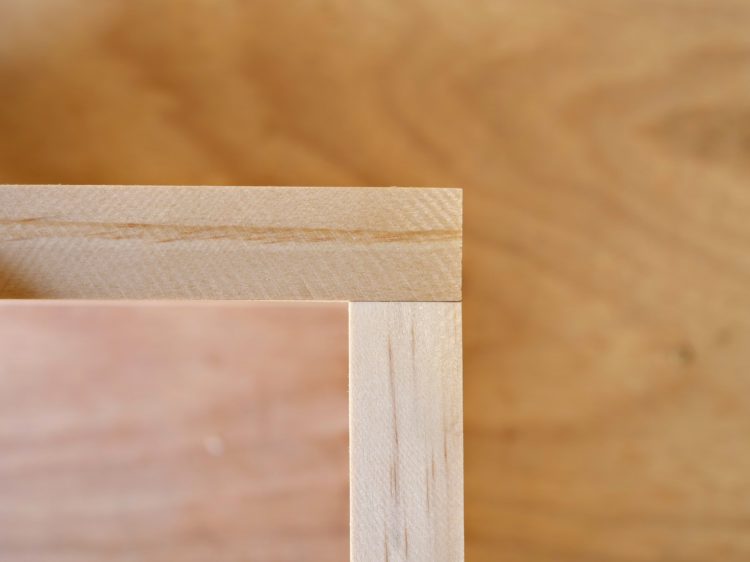
肩欠き追い入れ接ぎ
接合面に接着剤を塗布し、追い入れの溝に肩欠きしたさねをはめ込み圧締したら、片欠き追い入れ接ぎの完成です。
まとめ
今回は板材同士を直角に接合する方法の中から、”片胴付き追い入れ接ぎ” と、応用編として、”肩欠き追い入れ接ぎ” と呼ばれる2種類の接ぎ手の加工方法について説明しました。
どちらの接ぎ手も、引き出しのような箱や、箱物家具の接合部によく使われる接合方法です。
今回はトリマーによる加工方法を紹介しましたが、他の電動工具を使用して加工することも可能です。
片胴付き追い入れ接ぎの加工方法の一つとして、参考にしてみてくださいね。