木工において、部材同士を接合するには様々な方法が用いられます。
ビスやダボを使用したり、接ぎ手(部材の接合箇所を加工しかみ合わせる)による接合方法もあります。
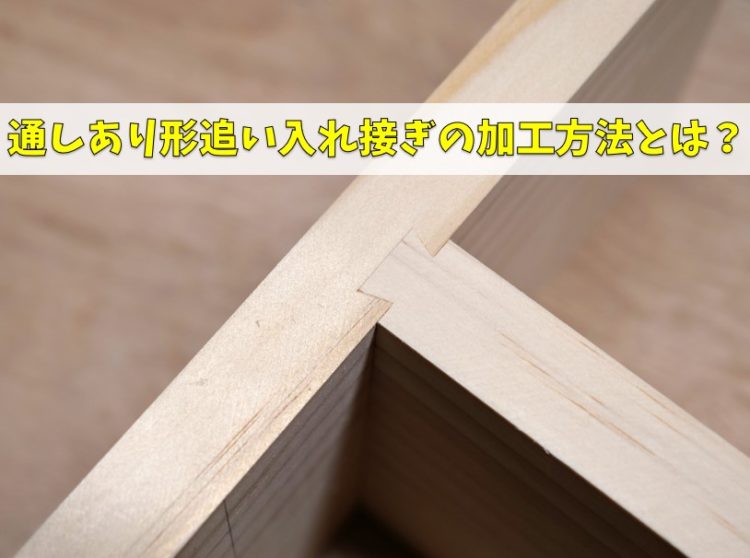
今回は様々な接合方法の中から、板材同士を直角に接合する接ぎ手で棚の接合部などに用いられる、”通し片あり形追い入れ接ぎ” の加工方法を紹介します。
通し片あり形追い入れ接ぎとは?


通し片あり形追い入れ接ぎは、追い入れ接ぎの一種で、箱物家具(キャビネットや収納家具など)の棚の接合部に用いられる接合方法(接ぎ手)です。
溝及び溝にはめ込む部材の片側のみ、あり形に加工します。
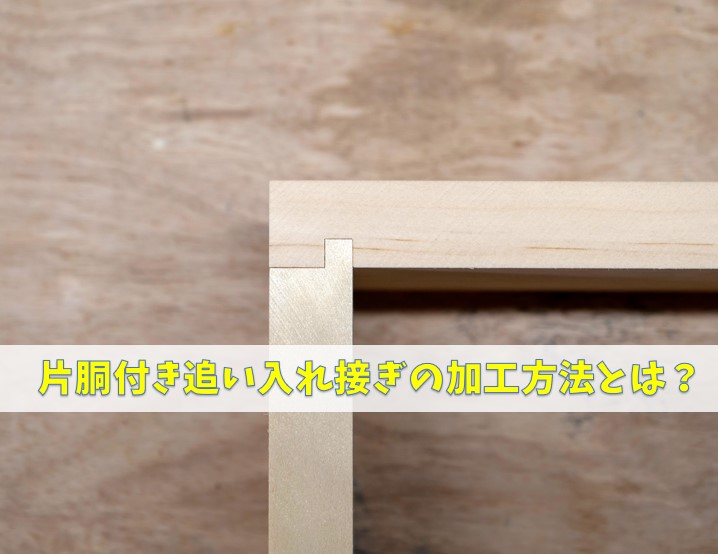
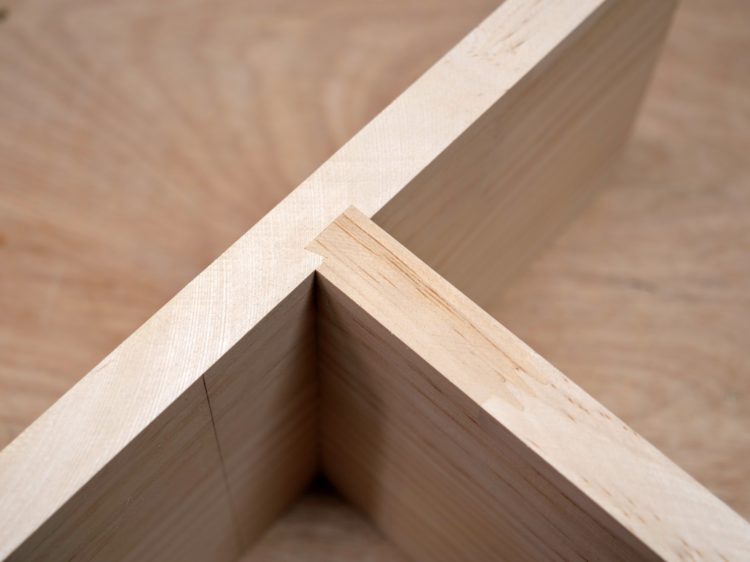
部材の木端面に接ぎ手の形状(片あり形)が見える接合になります。
追い入れ接ぎは、片方の部材側面(板面)に木目と直交する溝(追い入れ)をほり、もう一方の部材の端部をはめ込む接合方法(接ぎ手)になります。
追い入れの溝には様々な形状があり、溝の形状に合わせてもう一方の部材端部を加工しはめ込みます。

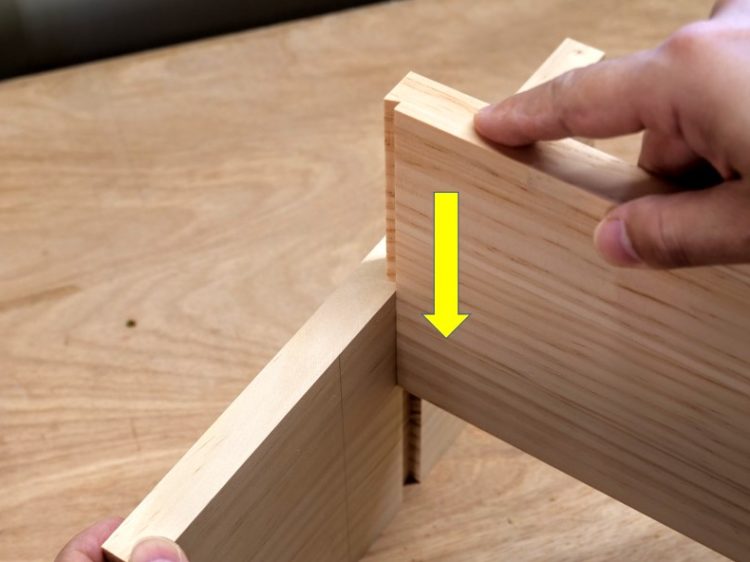
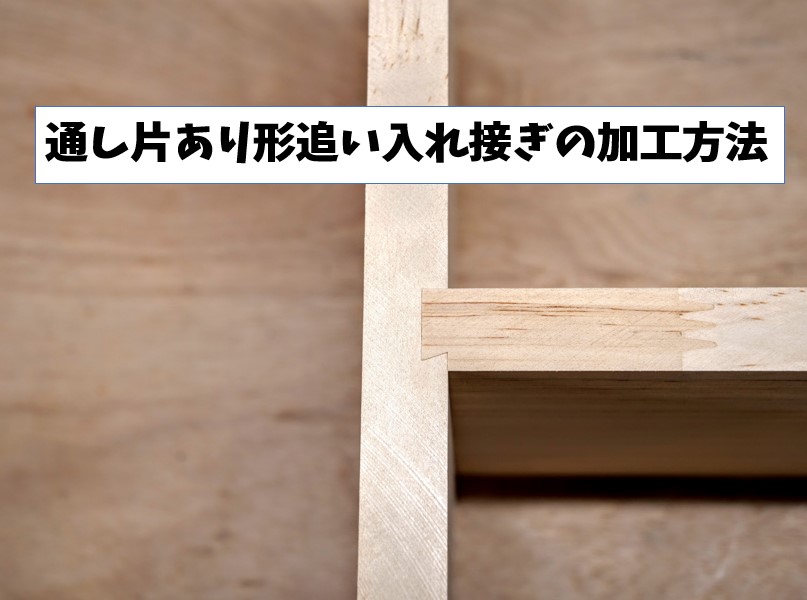
通し片あり形追い入れ接ぎは、片あり形の溝(溝の片側のみあり形に切削)を部材の端から端まで通して切削し、もう一方の部材の端部(木口面)を溝に合わせた片あり形に加工し、はめ込んで接合します。
通し片あり形追い入れ接ぎの加工方法
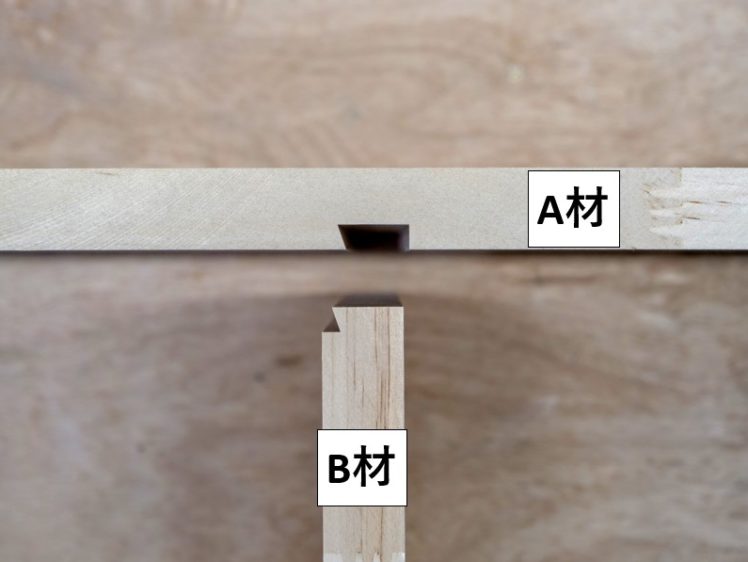
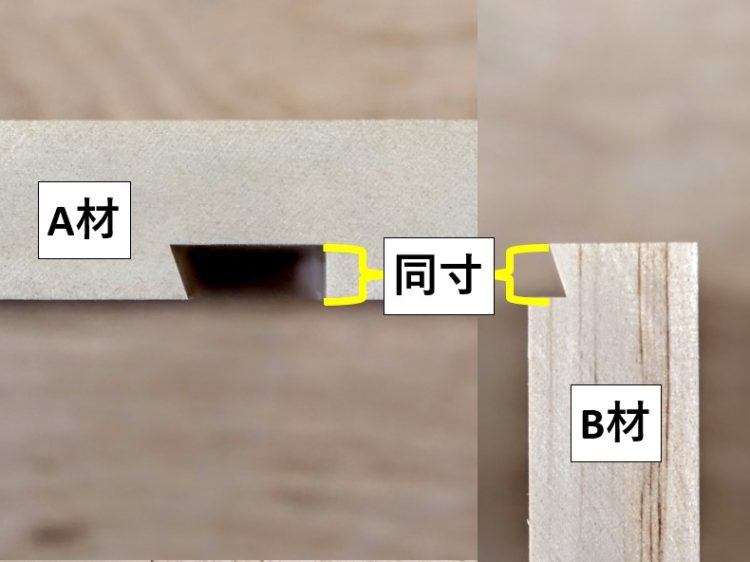
通し片あり形追い入れ接ぎの溝(片あり形)をほる部材を ”A材” 、端部を片あり形に加工してはめ込む部材を ”B材” とします。
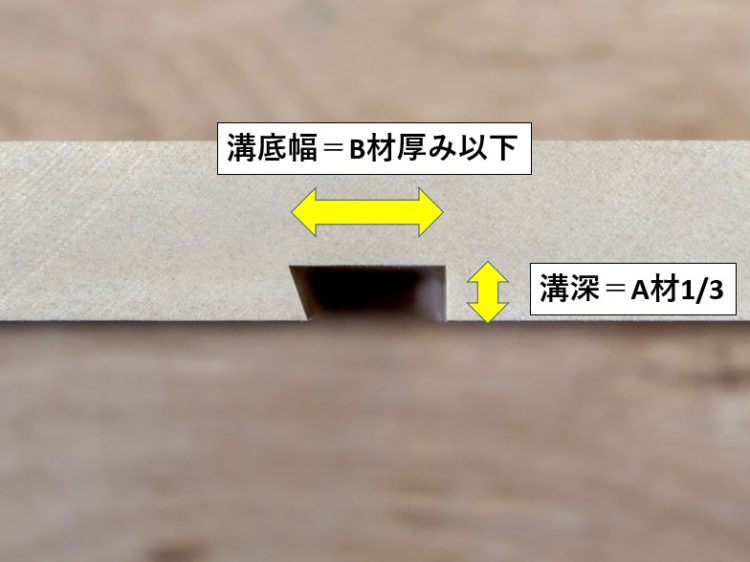
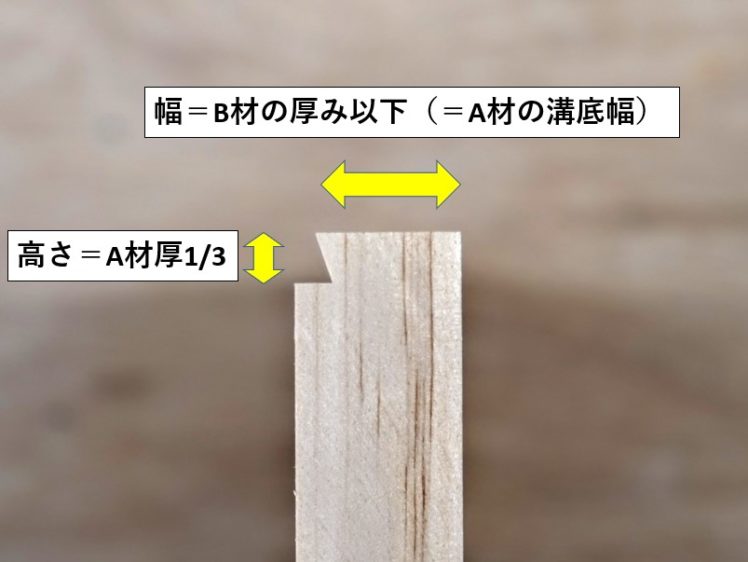
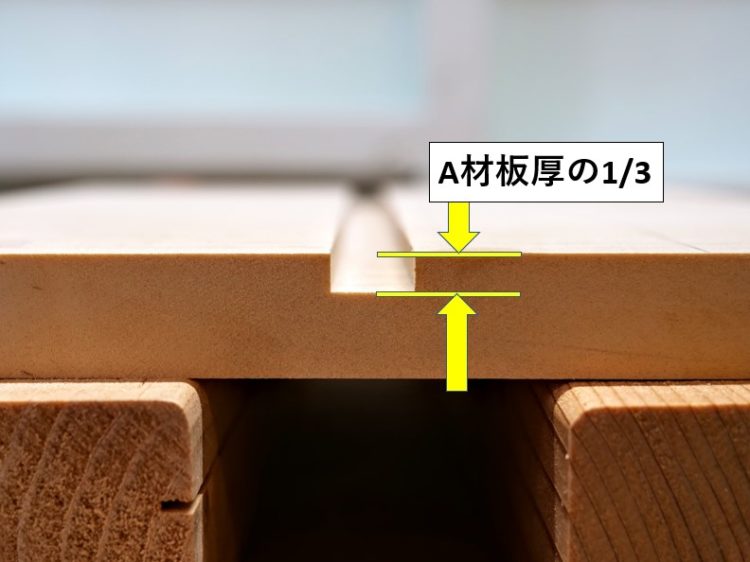
A材にほる溝の寸法は、溝底の幅がB材の板厚寸法以下、深さがA材の板厚の1/3寸法になります。
B材端部の加工は、片側のみあり形に切削し、A材の溝に合わせた寸法になります。
板材(A材)に片あり形の溝を切削する
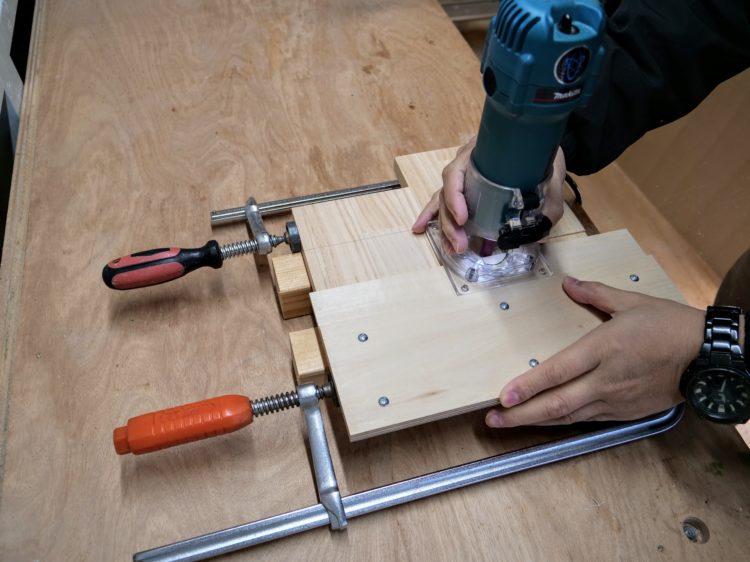


トリマーを使用し、A材に片あり形の溝を切削していきます。
始めにストレートビット・自作ガイドを使用し四角の溝を仕上がりの深さまで切削、次にアリ溝ビット・ガイドを使用し溝の片側のみあり形に切削する手順になります。
A材切削面に墨線を引く

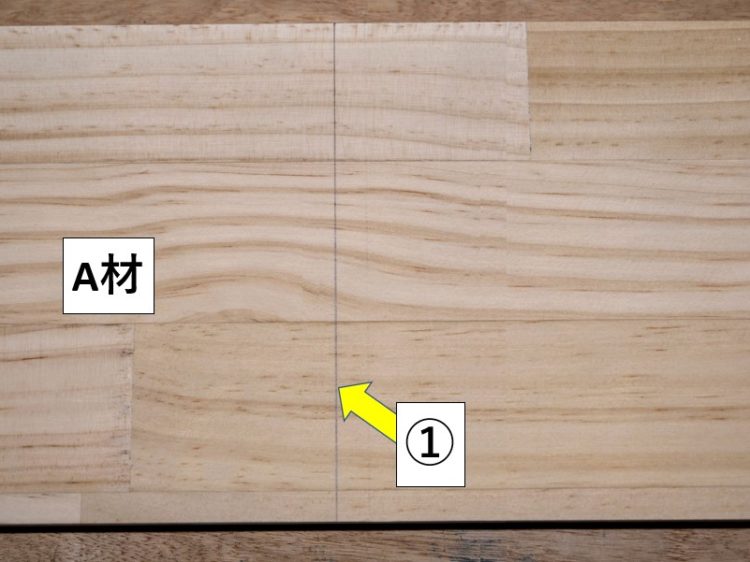
A材の切削面に、接合時B材・板厚のセンターに当たる場所へ墨線①を引きます。

墨線①からB材板厚の1/2寸法ずらした位置に墨線②を引きます。
墨線②は、接合時のB材側面(切削加工しない側)位置となり、ストレートビットを使用し四角の溝を切削する際の自作ガイド固定位置になります。

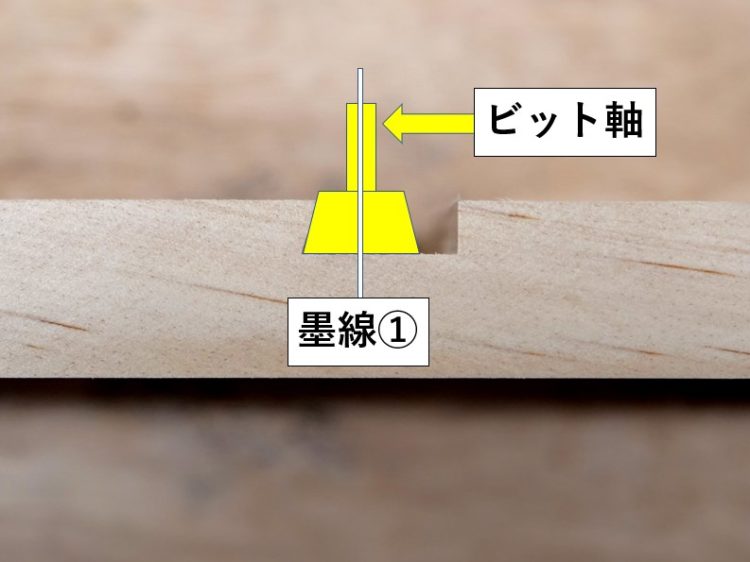
アリ溝ビットによる片あり形の加工は、トリマーベースをガイドに沿わせて切削します。
その際、ビットの軸(ビットのセンター)が墨線①(B材板厚のセンター)の位置に来るようにします。(アリ溝ビットの選択と切削の位置決めを容易にする為)
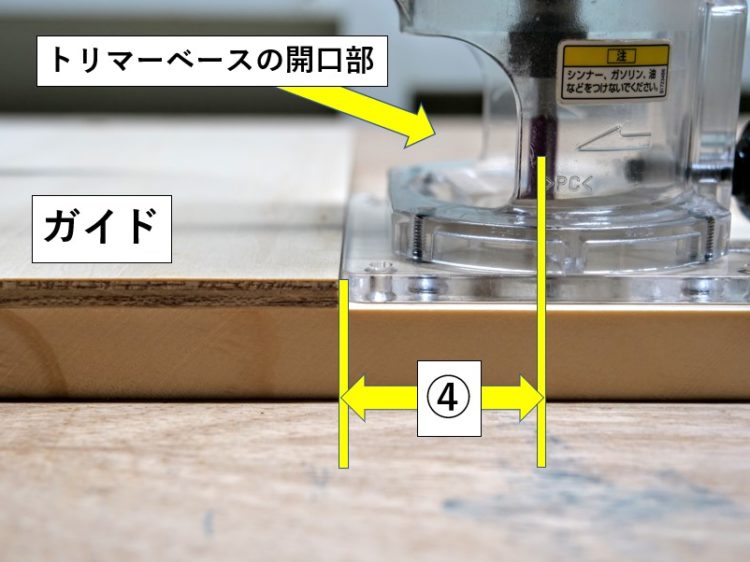
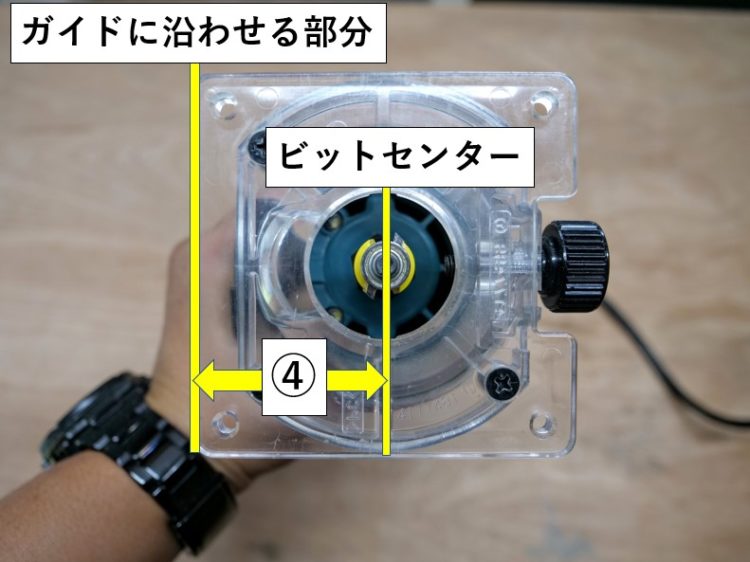
ガイドに沿わせる側(トリマーベースの開口部側)のトリマーベース端部から、ビットセンター間の寸法④を計測します。
(ベースプロテクタは正方形であり、その真ん中がビットのセンターとなります。今回使用するマキタのトリマーのベースプロテクタは90mm四方の正方形なので、④寸法は45mmになります。)
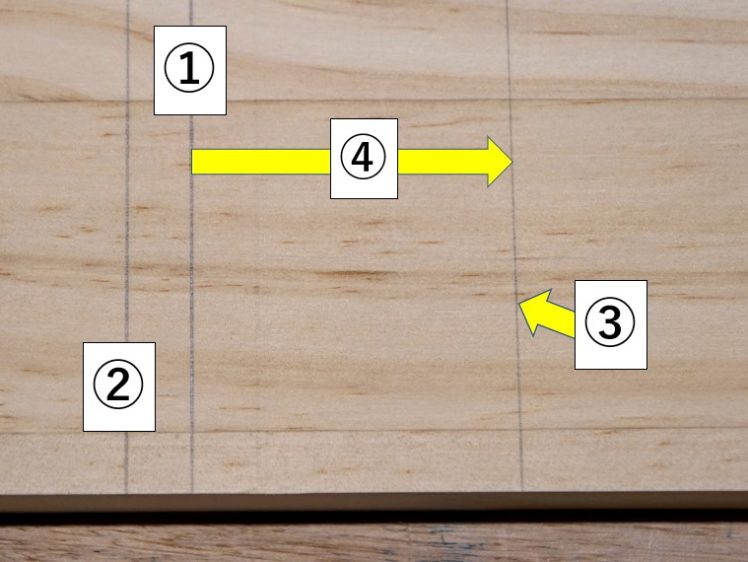
A材の墨線①からトリマーベース~ビットセンター間の寸法④ずらした位置に墨線③をひきます。(墨線②の反対側)
墨線③は、アリ溝ビットによる片あり形の加工時にガイドを固定する位置になります。
ストレートビット・自作ガイドを使用し四角の溝を切削する


トリマーにストレートビットを装着し、専用の自作ガイドを用意します。
自作ガイドに関しては、トリマーの使い方と構造について詳しく説明します。 の記事を参照してください。
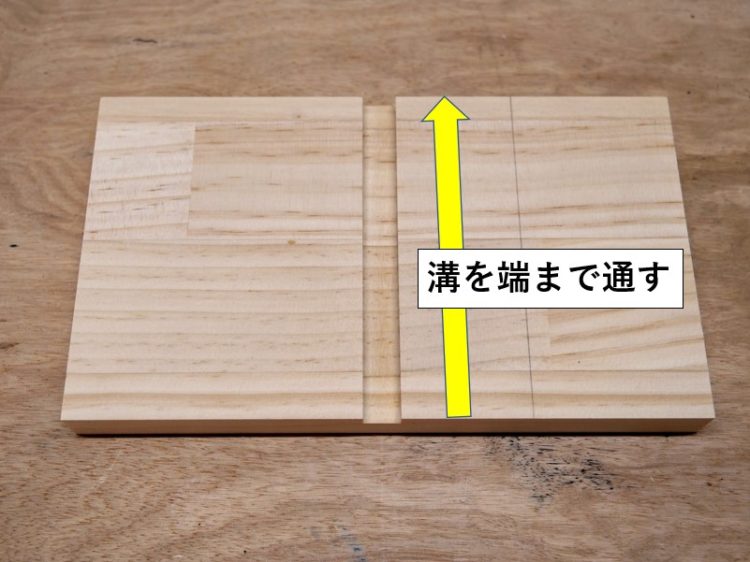
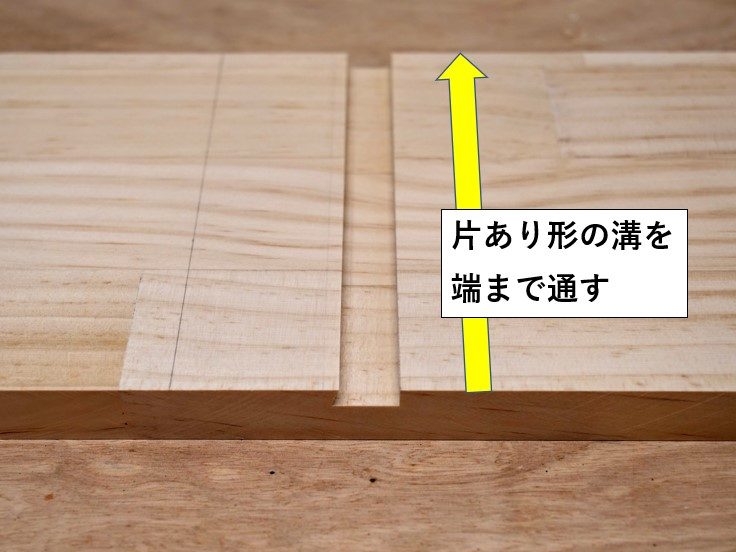
A材に切削する溝は、木目に直交するように部材の端から端まで貫通させます。
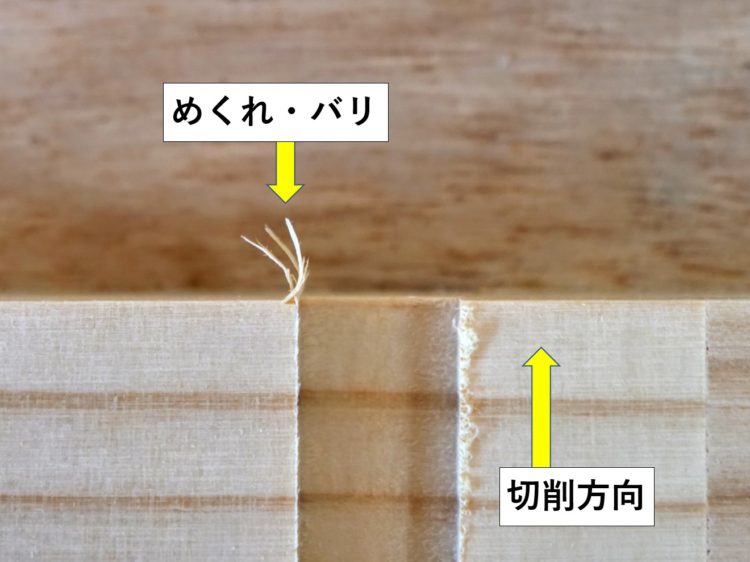
この場合、トリマービットの回転方向の影響で、溝切削の終わり部分(ビットに対して左側)にめくれ・バリが起こり、角が欠けてしまうことが往々にしてあります。
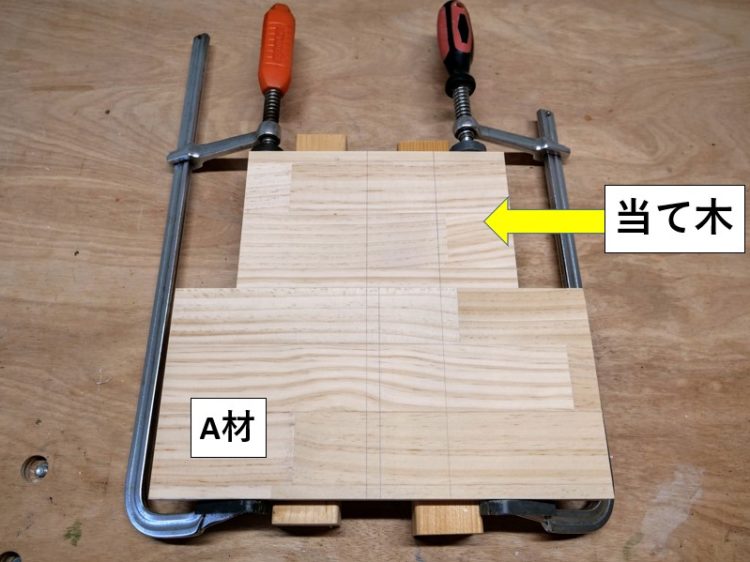
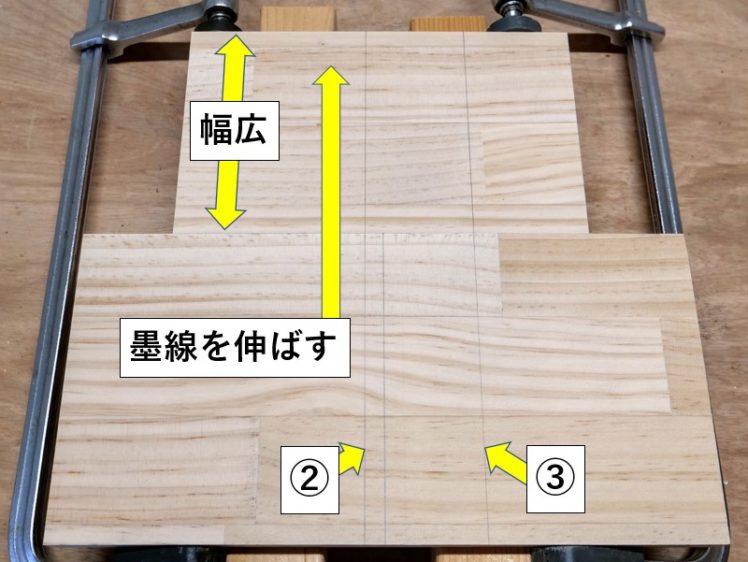
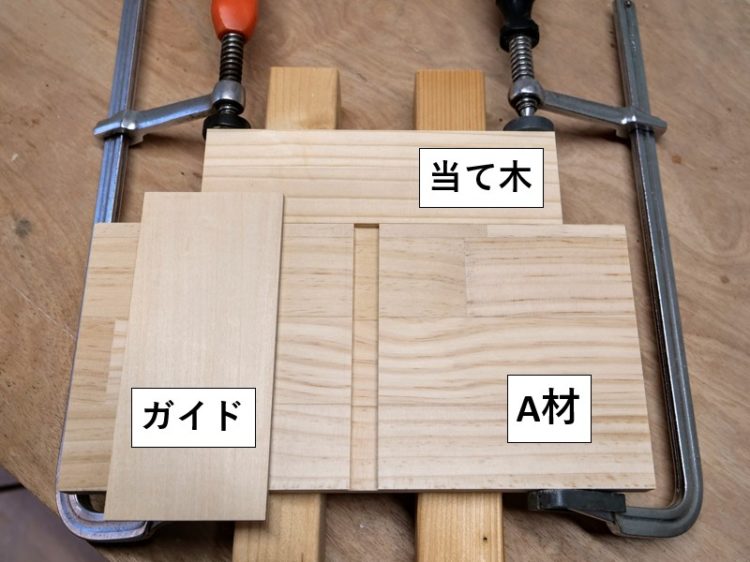
めくれ・バリを防ぐ為、溝の切削終わり側の木端面に、A材と同板厚の当て木をクランプで固定します。
当て木は、次工程でアリ溝ビットの調整に試し材として使用する為、幅の広い材を用意し、A材の墨線②③を伸ばして印しておきます。


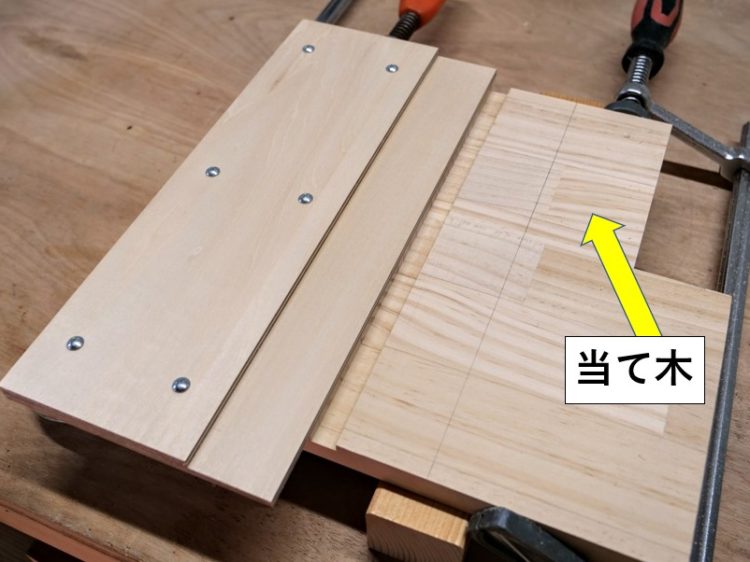
墨線②に合わせて自作ガイドを両面テープでA材に固定します。
トリマーを自作ガイドに沿わせて溝を切削していきます。

溝は当て板まで通して切削します。
何回かに切削を分け徐々に溝を深くしていき、A材の板厚1/3の深さまで溝を掘ります。
アリ溝ビット・ガイドを使用し溝の片側をあり形に切削する

トリマーにアリ溝ビット(刃径はB材板厚寸法以下のビットを使用する)を装着し、溝の片側をあり形に切削します。
切削時のトリマーのガイド(今回はシナべニア5.5mm厚を使用)として、端部が真っすぐな直線の治具を用意します。

前工程で使用した当て木(四角の溝がほられている)を試し材として、アリ溝ビットの切削深さを調整します。
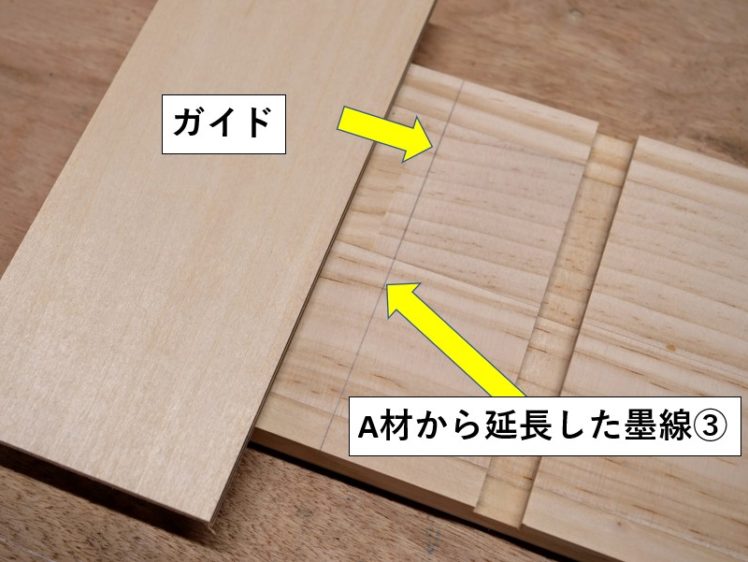
当て木を180°回転させ(溝の左側に墨線③が来るようにする)、延長した墨線③にガイドを合わせて両面テープで固定します。

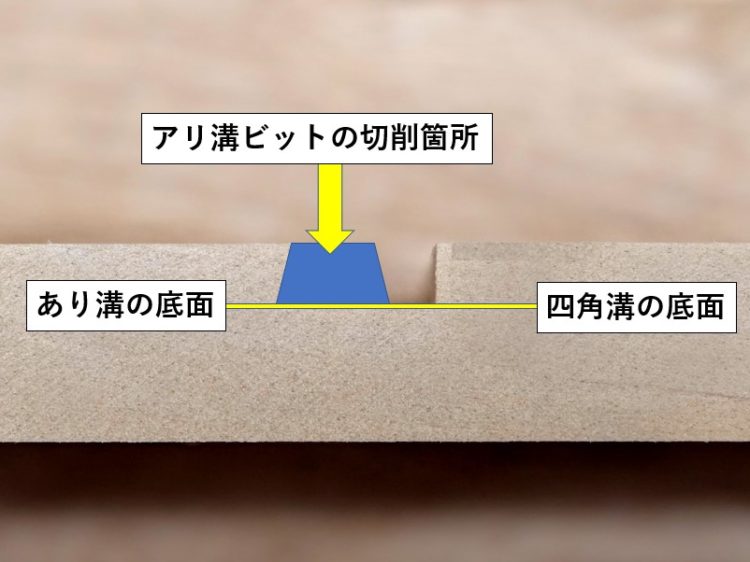
実際に試し材をガイドにそってトリマーで切削しながら、前工程で切削した四角溝の底とあり溝の底が一致するように、アリ溝ビットの切削深さを調整します。

アリ溝ビットの切削深さを調整出来たら、試し材の時と同様にA材を180°回転させ、墨線③に合わせてガイドを固定・切削終わりに当て木を固定して、切削していきます。
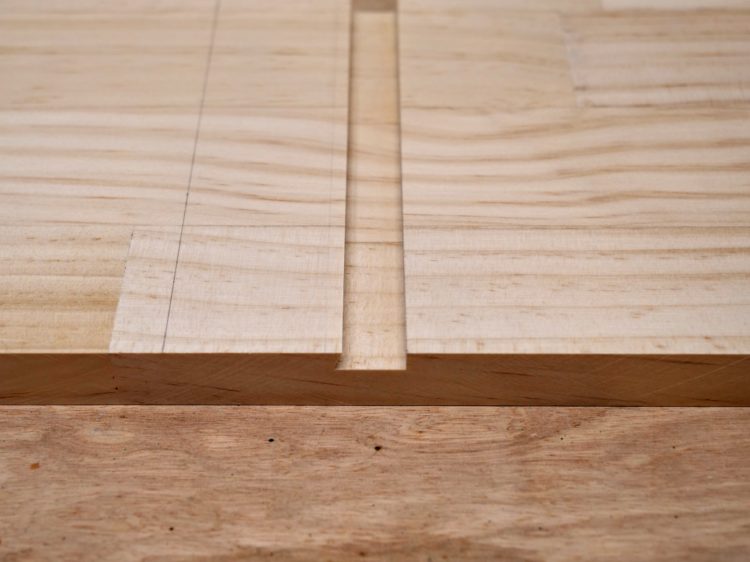
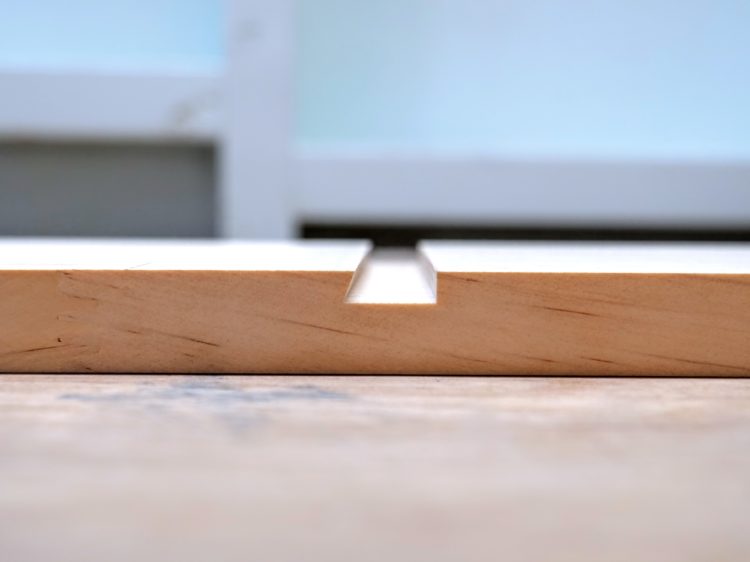
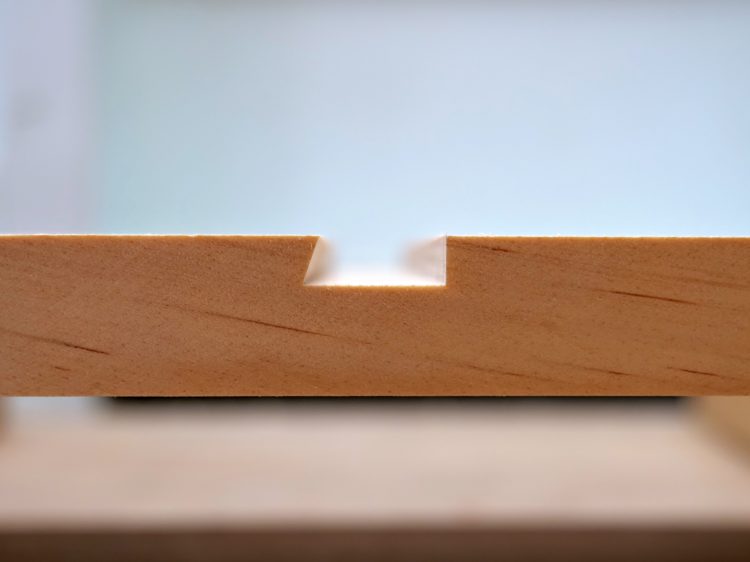
溝の片側のみあり形の、”通し片あり形” の溝が完成です。
片あり形の溝が完成したら、トリマーベースからのアリ溝ビットの出寸法の設定を変えずにそのままにしておきます。
片あり形の溝の深さと、次工程でB材の端部に加工する片あり形部分の長さが同じなので、ビットの設定を変えないことでA材の溝にB材をピッタリとはめることが出来ます。
部材端部(B材の木口面)をあり形に加工



B材を作業台等に固定し、木口面を片あり形に加工していきます。
トリマーにストレートガイドを装着し(アリ溝ビットの出寸法の設定は前工程から変えない)、B材の側面をガイド面として木口面を切削します。

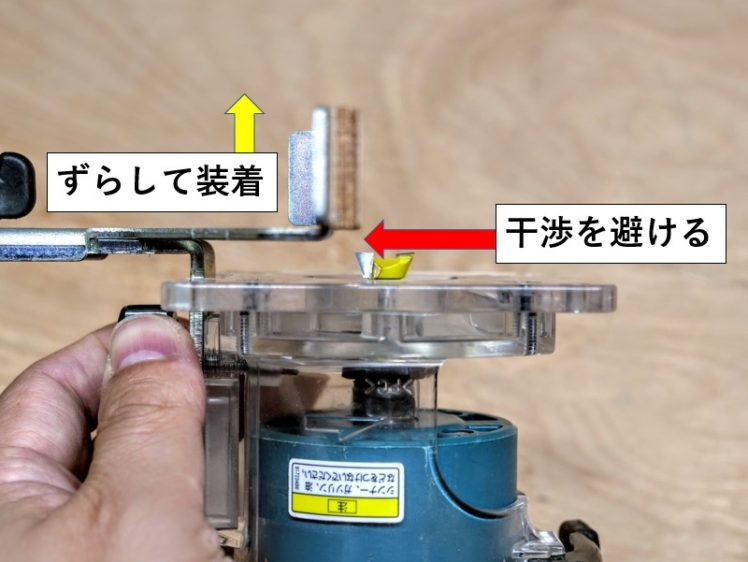
ストレートガイドは、アリ溝ビットと干渉しない様に少し下げた位置にずらして固定します。
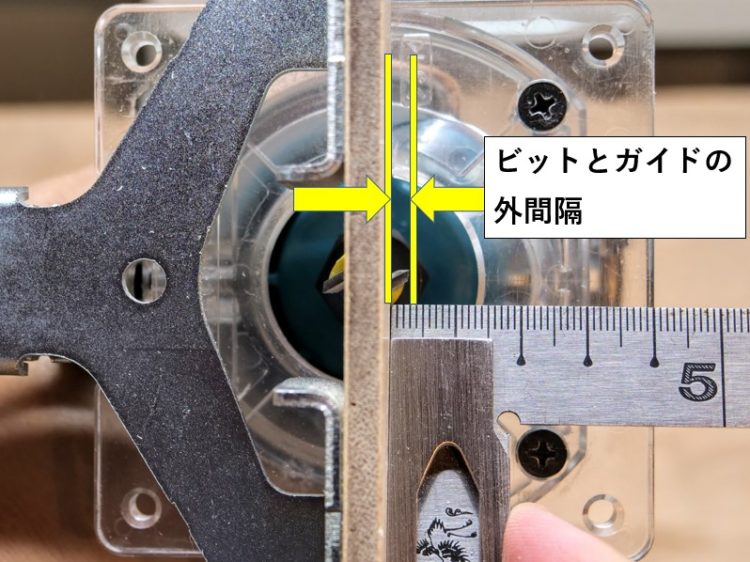

アリ溝ビットとストレートガイドの外間隔は、B材木口面の片あり形の切削幅となります。
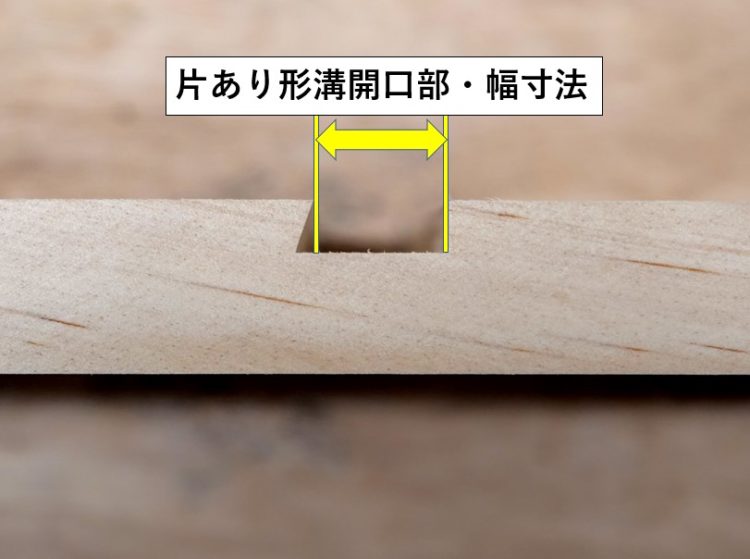

アリ溝ビットとストレートガイドの外間隔を徐々に広げながら(何回かに分けて切削)B材木口面の切削幅を広げていき、A材の片あり形の溝(開口部の溝幅寸法)とB材・片あり形の根元寸法がピッタリ合うように加工していきます。


今回は木口面に片あり形を加工する方法としてストレートガイドを使用する方法を紹介していますが、トリマーベース面と木口面の接地面積が狭く、トリマーが不安定になりがちです。
トリマーベース面と木口面の接地面積が狭い加工の場合、トリマシューを使用するのも一つの方法です。

トリマシューはトリマーベースに取り付けて使用するアタッチメントの一つになりますが、加工材板面との接地面積が広く、トリマーを安定させて加工する事が出来ます。
トリマシューに関して詳しくは、トリマガイド・トリマシューの使い方について解説します。 の記事を参照してください。


B材の片あり形根元寸法がA材の片あり形の溝幅寸法に近くなったら、A材の片あり形の溝にB材の片あり形を当てて、はまり具合を確認しながら慎重に切削幅を広げていきます。
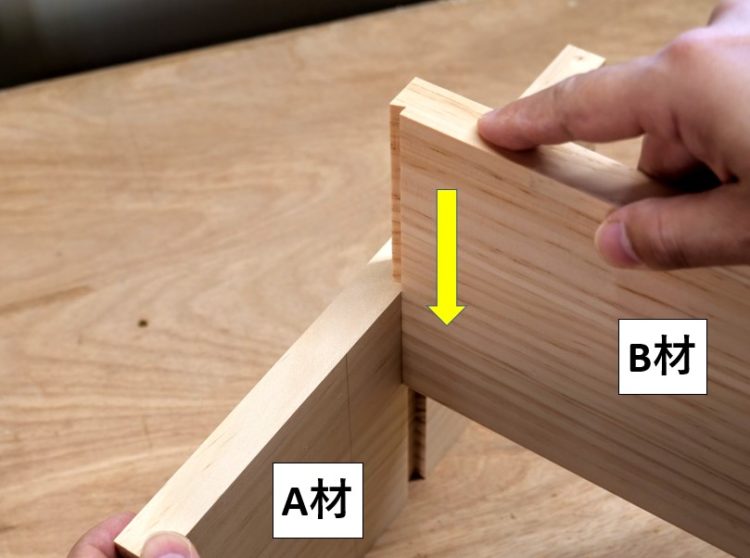

B材木口面をA材の片あり形の溝にピッタリはまる(多少きつめ)片あり形に切削できたら、通し片あり形追い入れ接ぎの完成です。
まとめ
今回は、箱物家具の棚の接合部に用いられる接ぎ手、”片あり形追い入れ接ぎ” の加工方法について紹介しました。
”通しあり形追い入れ接ぎ” の応用で難なく出来そうですがが、溝底の精度などより正確な加工が必要な接ぎ手になります。
今回は、トリマーによる加工方法を紹介しましたが、その他の手工具・電動工具を使用して加工することも可能です。
”通し片あり形追い入れ接ぎ” の加工方法の一例として参考にしてみてくださいね。