木工において板材と板材を接合するには様々な方法があります。
ビスやダボを使用したり、接ぎ手(部材の端部を加工しはめ合わせる)を用いたりします。
今回は板材と板材を直角に接合する方法の中から、”通しあり形追い入れ接ぎ” と呼ばれる接ぎ手の加工方法について説明します。
通しあり形追い入れ接ぎとは?

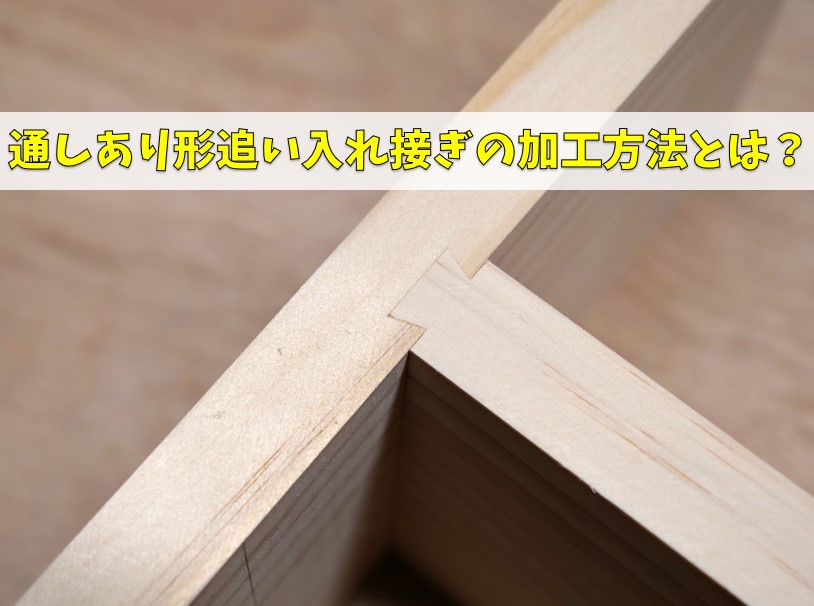
通しあり形追い入れ接ぎは、追い入れ接ぎの一種で、キャビネットなどの箱物家具の棚や強度の必要な仕切り板の接合部、板材の反りを防止する為などに用いられる接合方法(接ぎ手)です。
部材の木端面に接ぎ手の形状(あり形)が見える接合になります。
追い入れ接ぎは、片方の部材側面(板面)に木目と直交する溝(追い入れ)をほり、もう一方の部材の端部をはめ込む接合方法(接ぎ手)になります。
追い入れの溝には様々な形状があり、溝の形状に合わせてもう一方の部材端部を加工しはめ込みます。

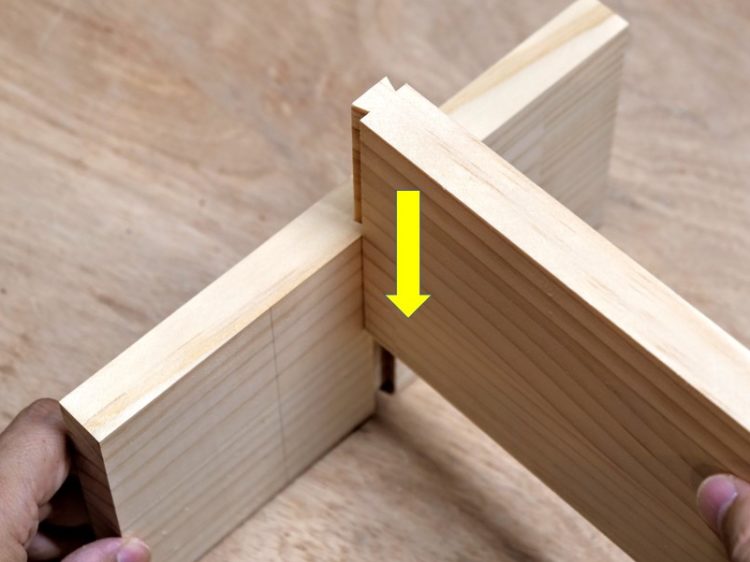

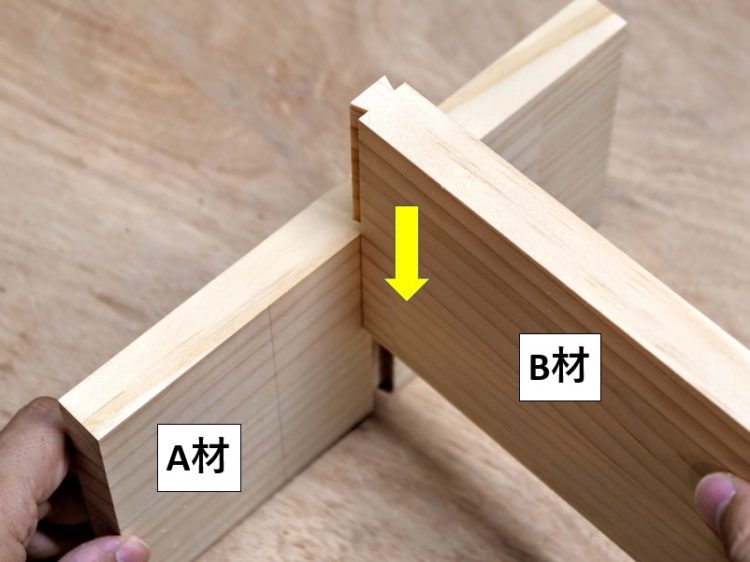
通しあり形追い入れ接ぎは、あり形の溝を部材の端から端まで通して切削し、もう一方の部材の端部(木口面)をあり形に加工し、はめ込んで接合します。
通しあり形追い入れ接ぎの加工方法
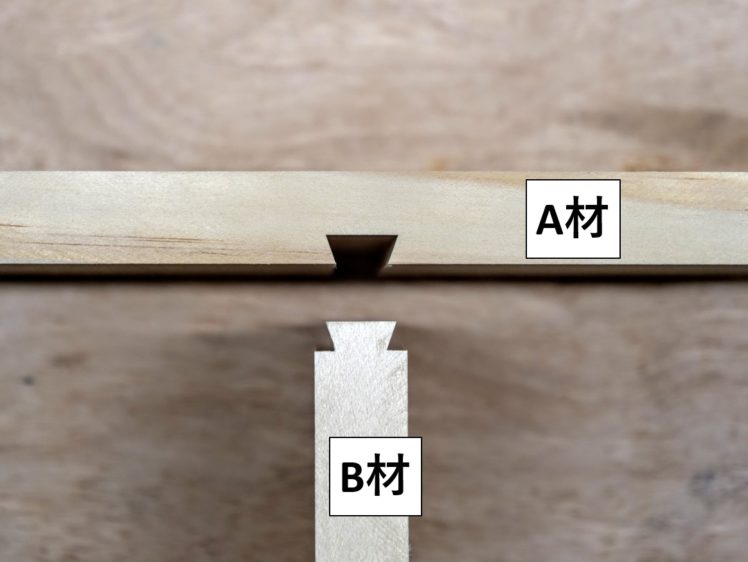
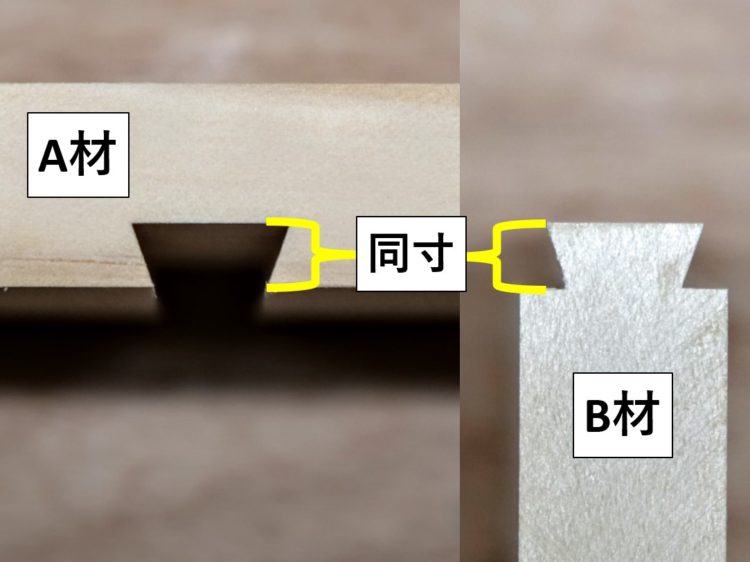
通しあり形追い入れ接ぎの溝(あり形)をほる部材を ”A材” 、端部をあり形に加工してはめ込む部材を ”B材” とします。
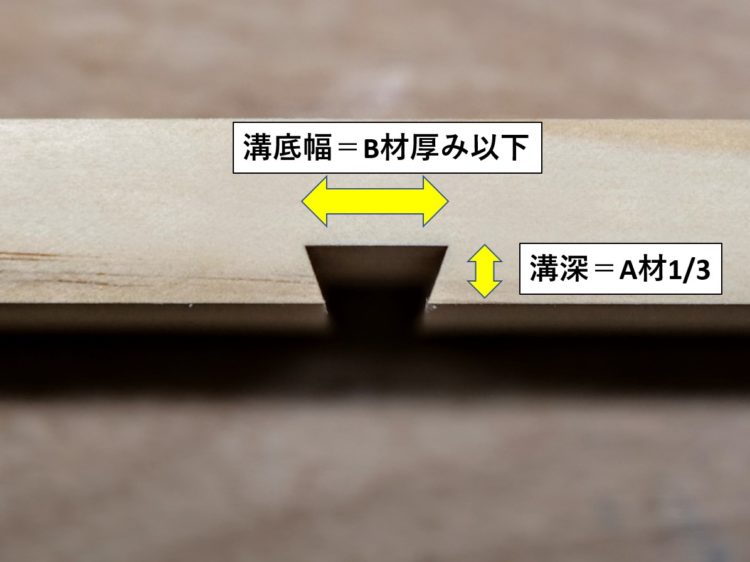
A材にほる溝の寸法は、溝底の幅がB材の板厚寸法以下、深さがA材の板厚の1/3寸法になります。
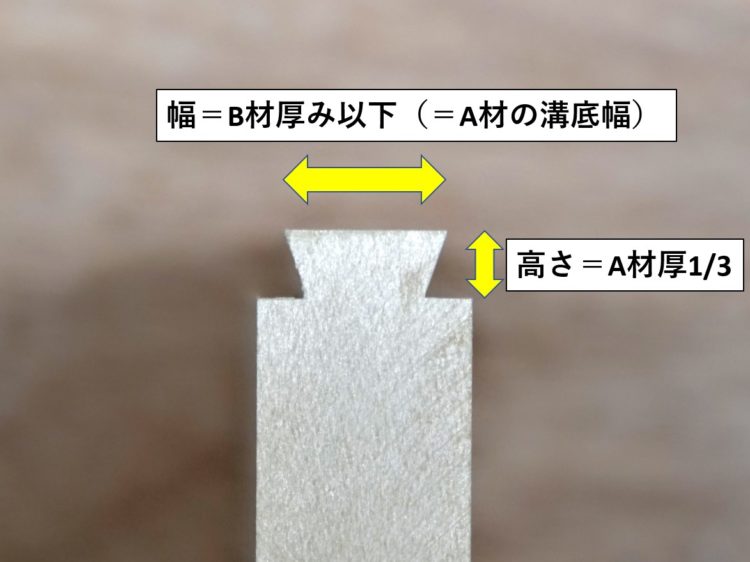
B材端部のあり形の加工は、A材の溝に合わせた寸法になります。
板材(A材)にあり形の溝(あり溝)を切削する
トリマーを使用し、A材にあり形の溝を切削していきます。
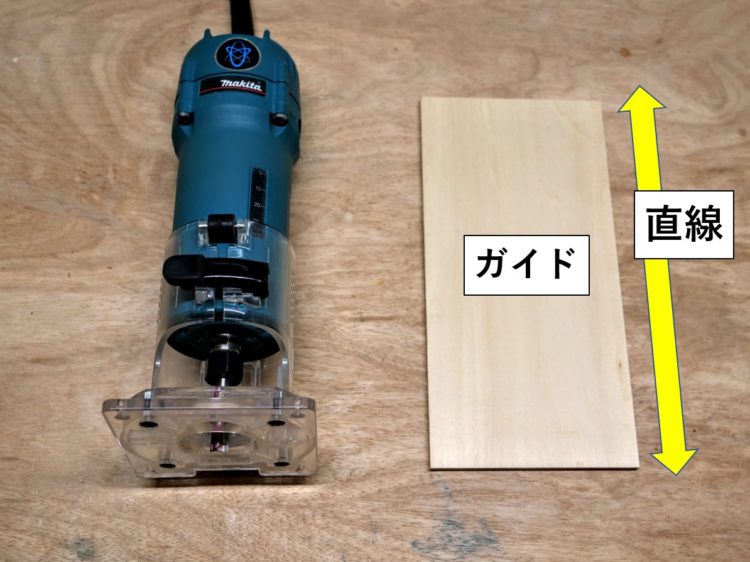
切削時のトリマーのガイド(今回はシナべニア5.5mm厚を使用)として、端部が真っすぐな直線の治具を用意します。
トリマーの使用方法などに関しては、トリマーの使い方と構造について詳しく説明します。 の記事を参照してください。
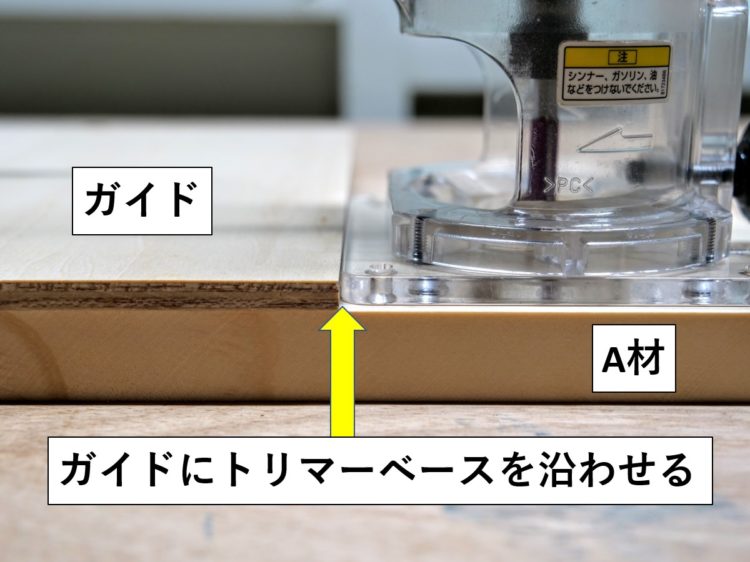

あり形の溝は、A材にガイドを固定し、トリマーベース端部をガイドに沿わせて切削していきます。
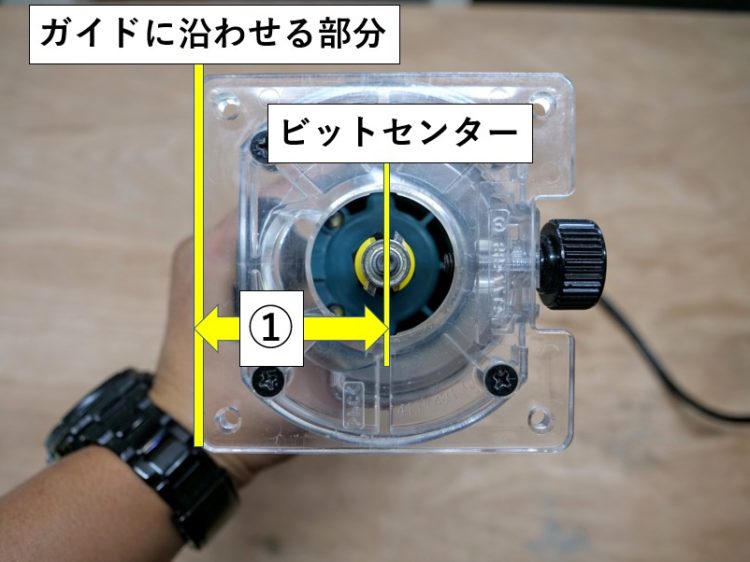
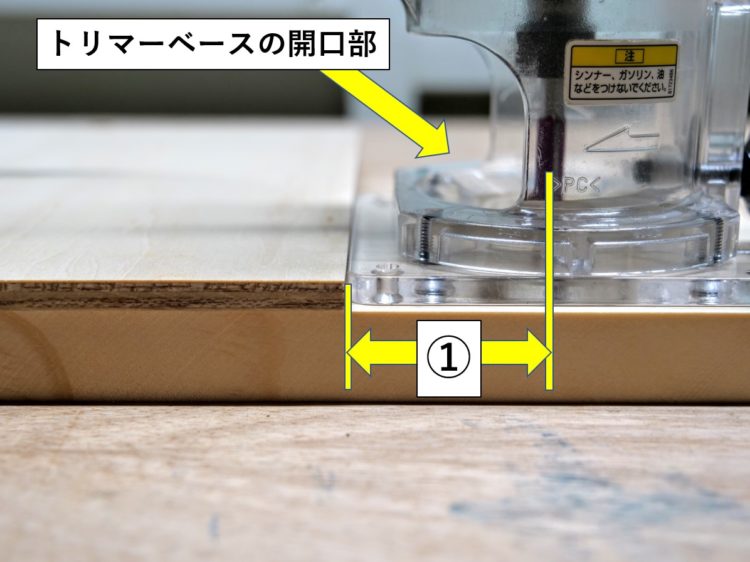
ガイドに沿わせる側(トリマーベースの開口部側)のトリマーベース端部から、ビットセンター間の寸法①を計測します。
(ベースプロテクタは正方形であり、その真ん中がビットのセンターとなります。今回使用するマキタのトリマーのベースプロテクタは90mm四方の正方形なので、①寸法は45mmになります。)
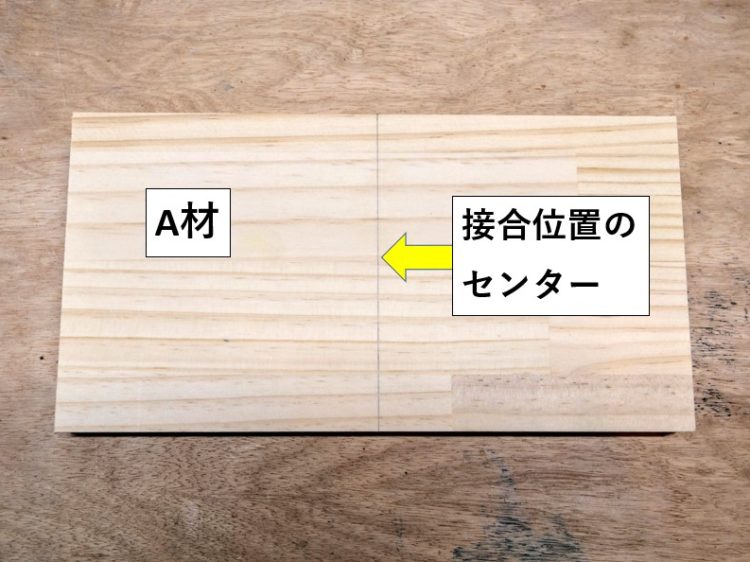
A材の切削面に、B材との接合位置のセンターに当たる場所へ墨線を引きます。
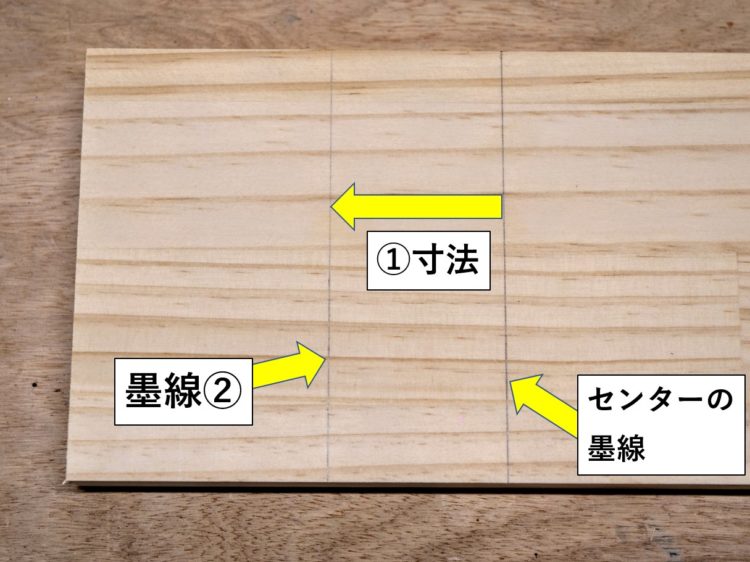

センターの墨線から、トリマーベース端部とビットセンター間の寸法①分離れた位置(センターの墨線から向かって左側)に墨線②を引きます。
墨線②に合わせて、トリマーのガイドをA材両面テープで固定します。
墨線②にガイドを合わせて固定しトリマーを沿わせて切削することで、接合位置のセンターとビットのセンターを常に一致させることが出来ます。
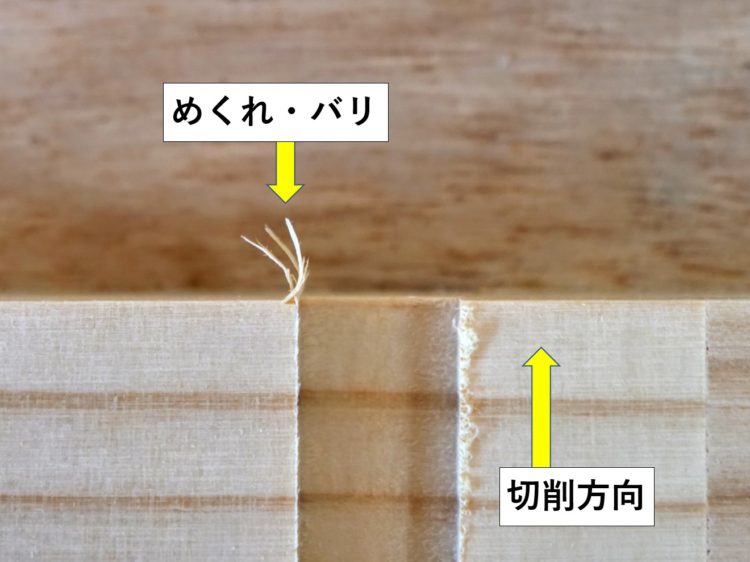

A材に切削する溝は、木目に直交するように部材の端から端まで貫通させます。
この場合、トリマービットの回転方向の影響で、溝切削の終わり部分(ビットに対して左側)にめくれ・バリが起こり、角が欠けてしまうことが往々にしてあります。
めくれ・バリを防ぐ為、溝の切削終わり側の木端面に、A材と同板厚の当て木をクランプで固定しておきます。


あり型の溝を切削する為の ”アリ溝ビット” は、その形状の為に徐々に溝の深さを深くしていく切削方法が出来ません。
また、いきなり仕上げの深さを切削しようとするとビットに負荷がかかり過ぎ、トリマーの操作が難しくなるばかりか、切削面も綺麗に仕上がりません。
あらかじめあり溝内をストレートビットでほっておき、最後にアリ溝ビットを使用し仕上げる方法になります。


ストレートビットで切削する溝幅は、使用するアリ溝ビットの根元の刃径を目安にして、実際に加工するあり溝の開口幅より1~2mm程度狭くします。


あり溝の下掘りに適したストレートビットを装着し、ガイドに沿って溝を切削していきます。


ストレートビットで切削する溝の深さは、あり溝の完成の深さ(今回はアリ溝ビットの刃長を完成の深さに設定)より1mm程度浅くほります。
所定の深さまで何回かに分け切削します。(当て木も一緒に切削します)
ストレートビットで溝をほり終わったら、ガイドの位置は変えずにそのまま固定しておきます。
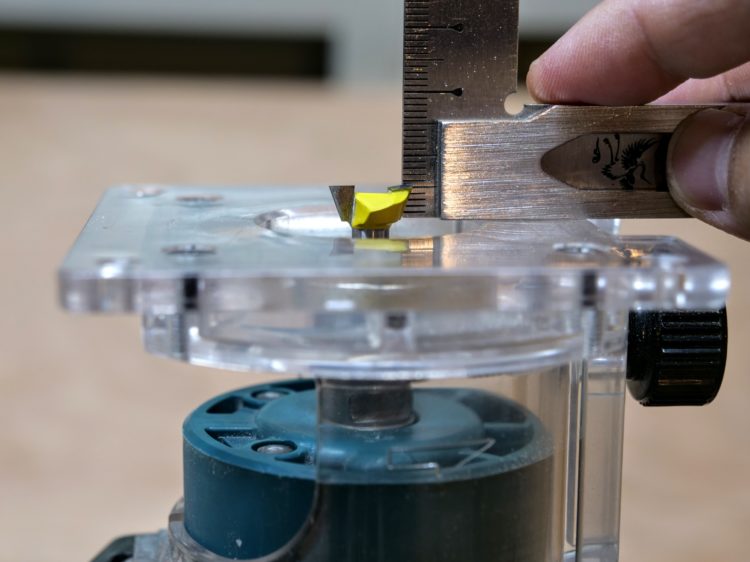

アリ溝ビットをトリマーに装着し、ビットの出寸法を調整します。
一回ビットの出寸法を決めたら、その設定が仕上げ切削になるので、正確にビットをセットします。
ガイド(ストレートビット切削時と同じ位置)にトリマーのベースを当てながら、あり溝を切削します。


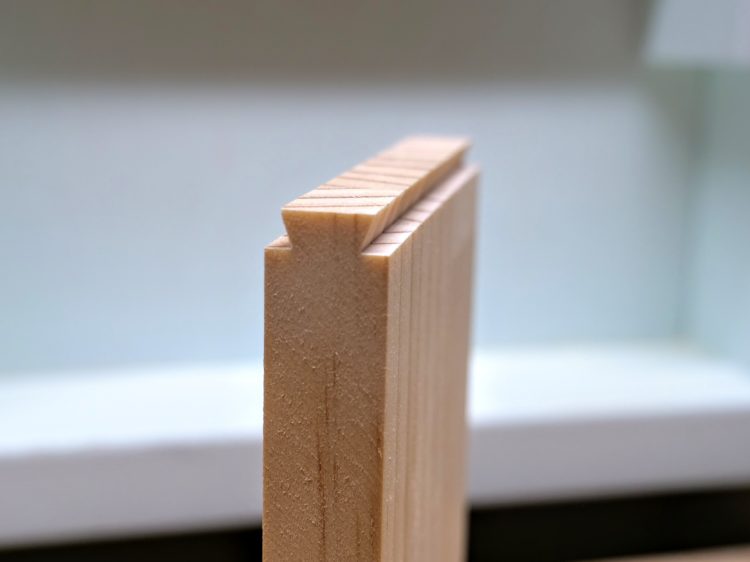
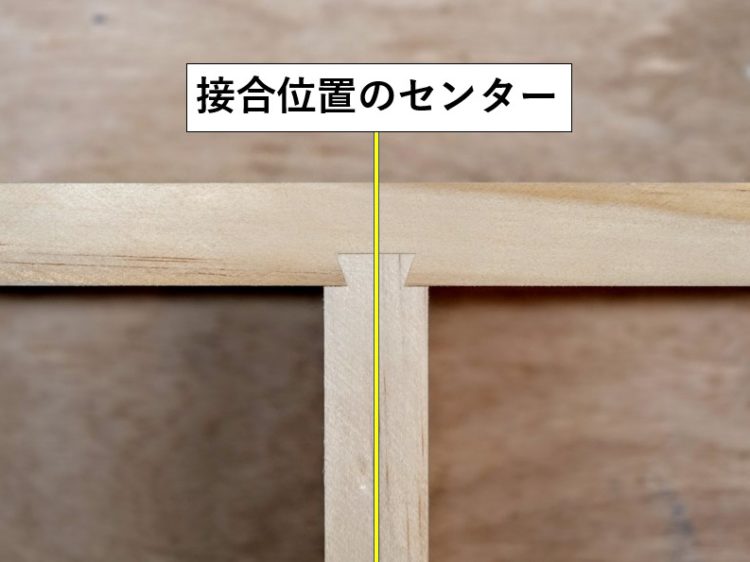
A材板面へあり形の溝を切削出来ました。
あり溝が完成したら、トリマーベースからのアリ溝ビットの出寸法の設定を変えずにそのままにしておきます。
あり溝の深さと、次工程でB材の端部に加工するあり形部分の長さが同じなので、ビットの設定を変えないことでA材の溝にB材をピッタリとはめることが出来ます。
部材端部(B材の木口面)をあり形に加工


B材の木口面をあり形に加工していきます。
トリマーにストレートガイドを装着し(アリ溝ビットの出寸法の設定は前工程から変えない)、B材の側面をガイド面として木口面を切削します。

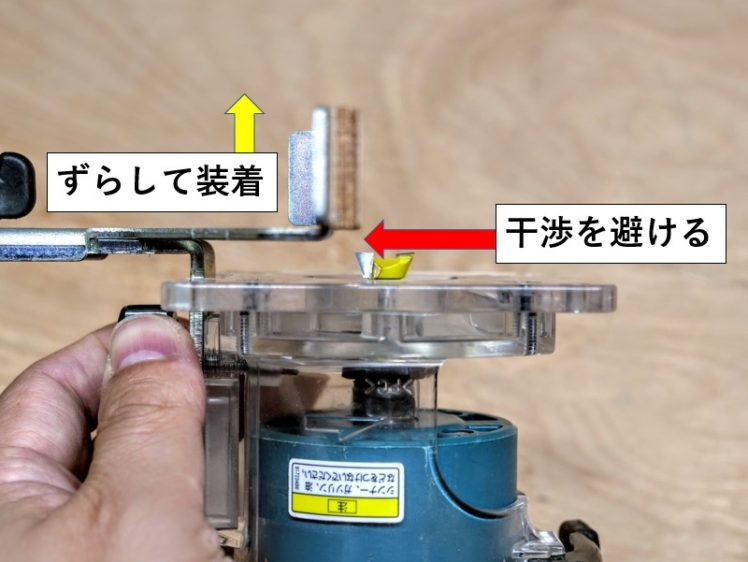
ストレートガイドは、アリ溝ビットと干渉しない様に少し下げた位置にずらして固定します。
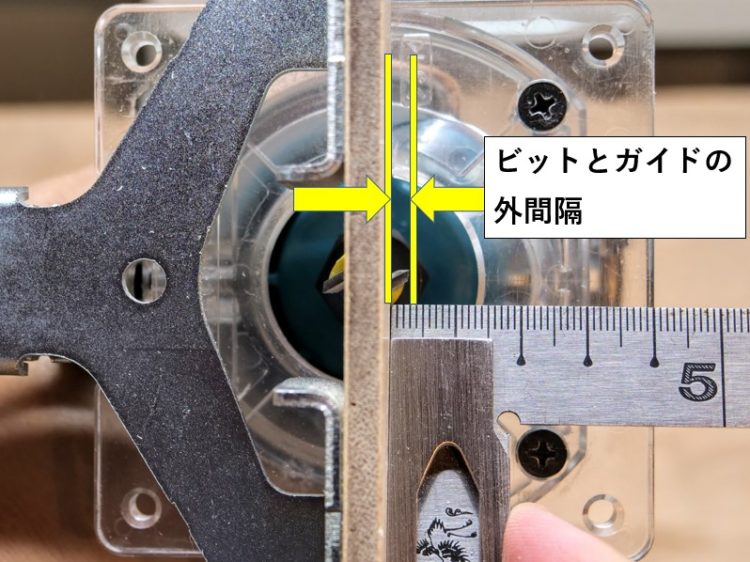
アリ溝ビットとストレートガイドの外間隔は、B材木端面のあり形の切削幅となります。
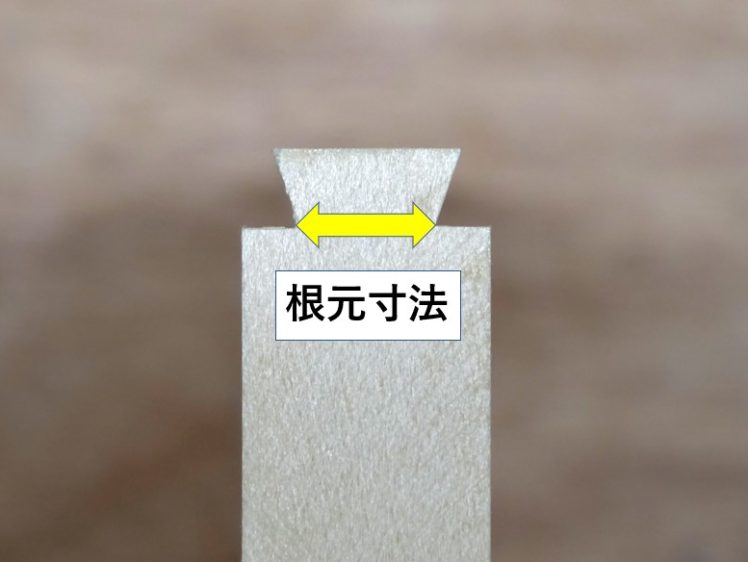

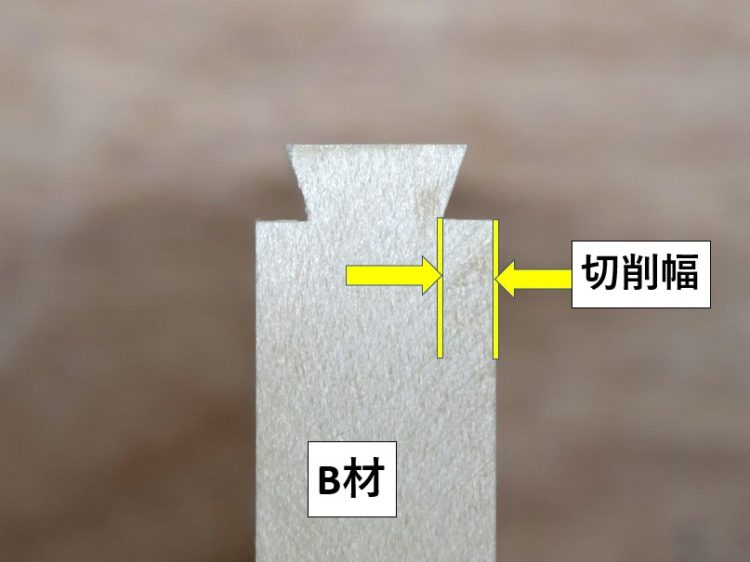
アリ溝ビットとストレートガイドの外間隔を徐々に広げながら(何回かに分けて切削)B材木口面の切削幅を広げていき、A材のあり溝(開口部の溝幅寸法)とB材・あり形の根元寸法がピッタリ合うように加工していきます。

B材を作業台等に固定します。
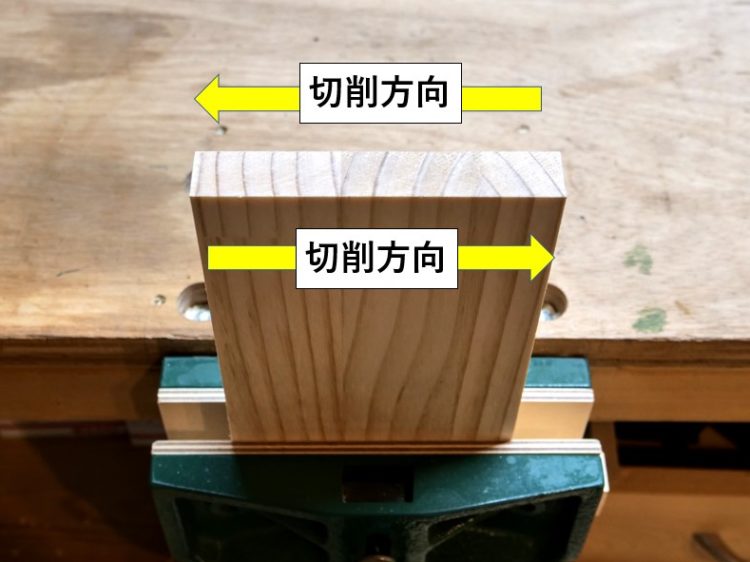
あり形加工は、片側ずつ両側から切削していきます。



B材片側の側面にストレートガイドを当てて、木口面をあり形に加工していきます。
木口面の片側をあり形に切削したら、B材反対側の側面にストレートガイドを当て、反対側もあり形に加工します。
アリ溝ビットとストレートガイドの外間隔を徐々に広げて、木口両側の切削幅を大きくしていきます。


今回は木口面にあり形を加工する方法としてストレートガイドを使用する方法を紹介していますが、トリマーベース面と木口面の接地面積が狭く、トリマーが不安定になりがちです。
トリマーベース面と木口面の接地面積が狭い加工の場合、トリマシューを使用するのも一つの方法です。

トリマシューはトリマーベースに取り付けて使用するアタッチメントの一つになりますが、加工材板面との接地面積が広く、トリマーを安定させて加工する事が出来ます。
トリマシューに関して詳しくは、トリマガイド・トリマシューの使い方について解説します。 の記事を参照してください。


B材のあり形根元寸法がA材のあり溝幅寸法に近くなったら、A材のあり溝にB材のあり形を当てて、はまり具合を確認しながら慎重に切削幅を広げていきます。
B材の木口面をA材のあり溝にピッタリはまる(多少きつめ)あり形に切削できたら、通しあり形追い入れ接ぎの完成です。
まとめ
今回は、板材と板材を直角に接合する方法の中から、”通しあり形追い入れ接ぎ” と呼ばれる接ぎ手の加工方法について説明しました。
通しあり形追い入れ接ぎは箱物家具の棚の接合部に用いられますが、棚幅の寸法などに影響が出るので、正確な加工が求められます。
あり形に加工した板材同士を直角に接合するので、反りに非常に強い接合になります。
今回は、トリマーによる加工方法を紹介しましたが、その他の手工具・電動工具を使用して加工することも可能です。
”通しあり形追い入れ接ぎ” の加工方法の一例として参考にしてみてくださいね。