木工における部材同士の接合には、様々な方法があります。
ビスやダボを使用したり、接ぎ手(部材の端部を加工しはめ合わせる)を用いたりします。
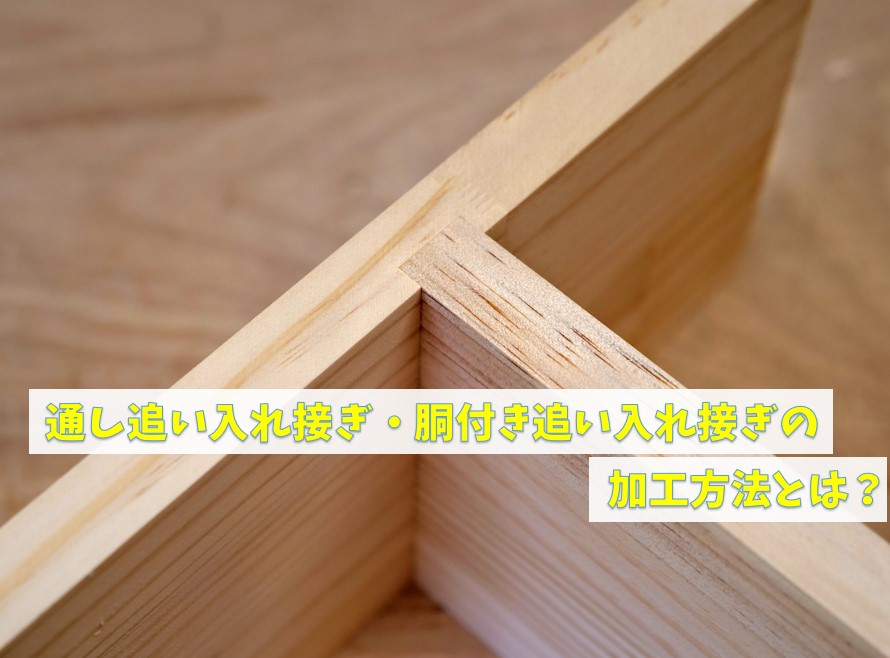
今回は板材と板材を直角に接合する方法の中から、”通し追い入れ接ぎ” ”胴付き追い入れ接ぎ” と呼ばれる基本の接ぎ手の加工方法について説明します。
通し追い入れ接ぎ・胴付き追い入れ接ぎとは?

通し追い入れ接ぎは、追い入れ接ぎの一種で、キャビネットなどの箱物家具の棚の接合部に用いられる接合方法(接ぎ手)です。
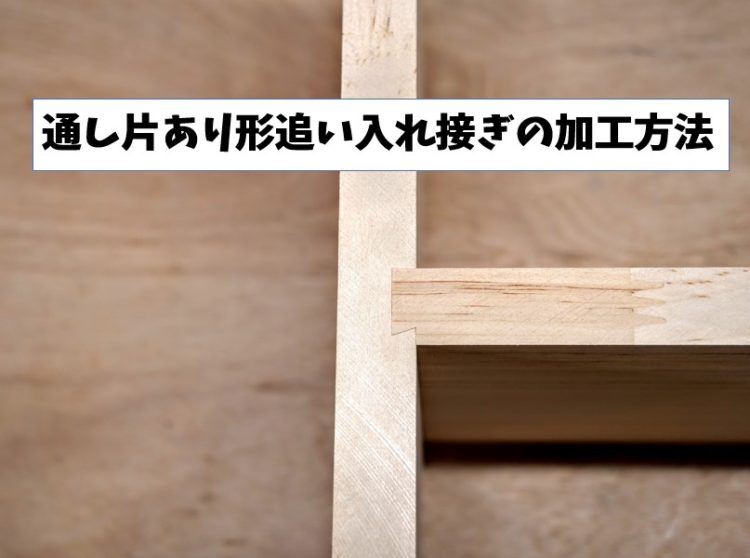
部材の木端面に接ぎ手の形状(追い入れの形)が見える接合になります。
追い入れ接ぎは、片方の部材側面(板面)に木目と直交する溝(追い入れ)をほり、もう一方の部材の端部をはめ込む接合方法(接ぎ手)になります。
追い入れの溝には様々な形状があり、溝の形状に合わせてもう一方の部材端部を加工しはめ込みます。

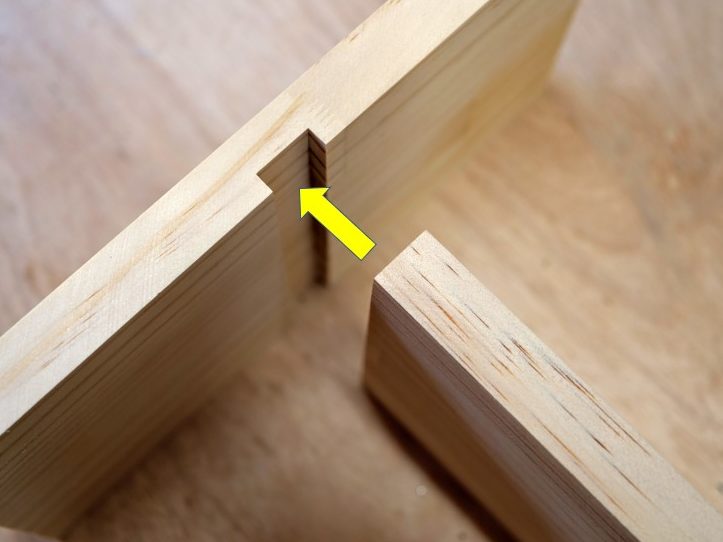

通し追い入れ接ぎは、追い入れの溝を部材の端から端まで通して切削し、もう一方の部材の端部(木口面)をそのままはめ込んで接合します。


胴付き追い入れ接ぎは、通し追い入れ接ぎと同様に追い入れ接ぎの一種で、キャビネットなどの箱物家具の棚の接合部に用いられる接合方法(接ぎ手)です。
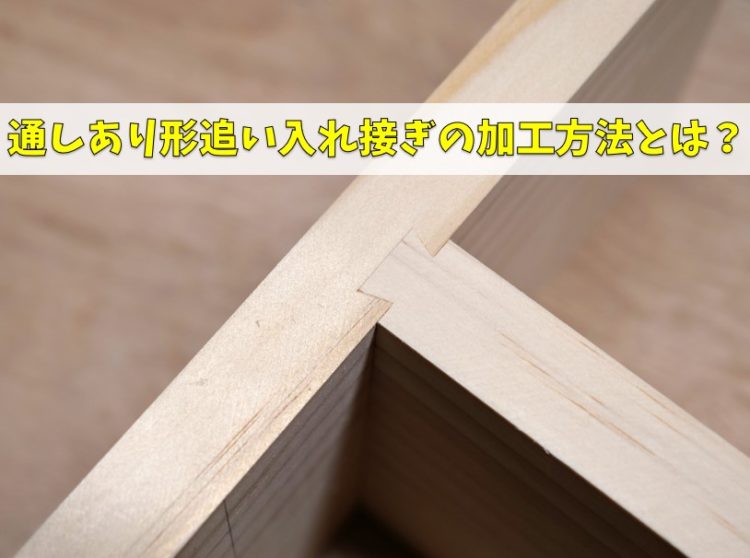
通し追い入れ接ぎが部材の木端面に接ぎ手の形状が見えるのに対し、胴付き追い入れ接ぎは接ぎ手の形状が見えず、外観をスッキリ見せたい場合に用いられます。


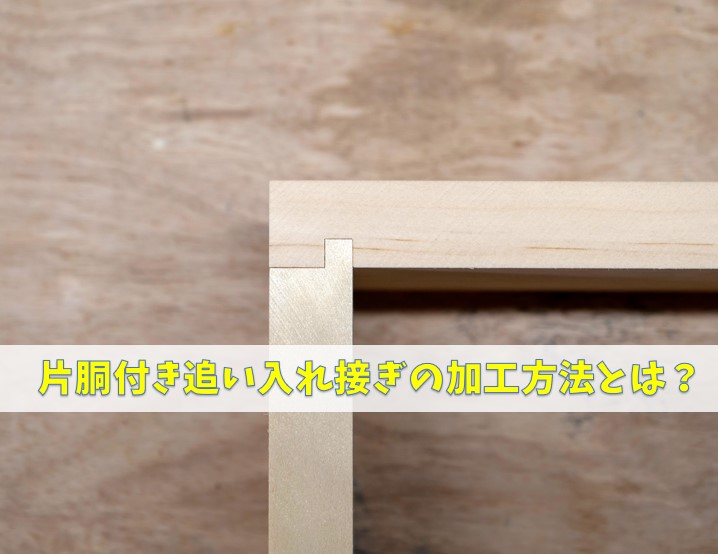
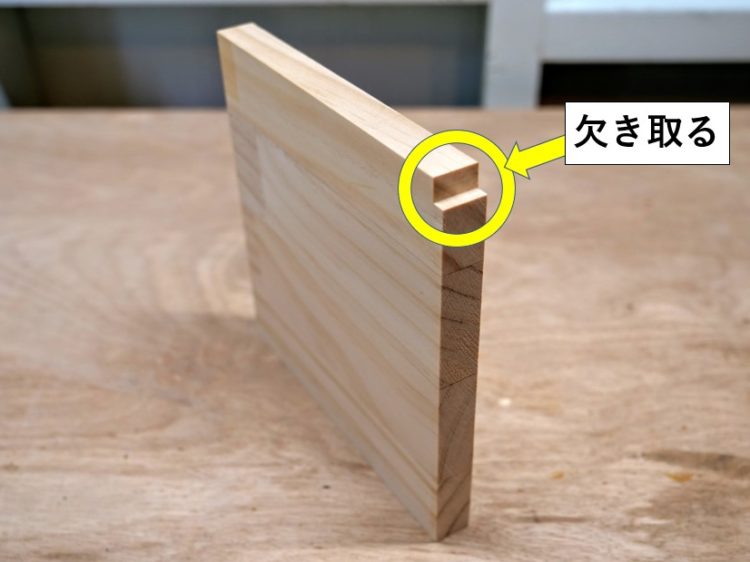
胴付き追い入れ接ぎは、追い入れの溝を端まで通さず木端面手前で止め、もう一方の部材の端部を欠き取ってはめ込みます。
通し追い入れ接ぎの加工方法
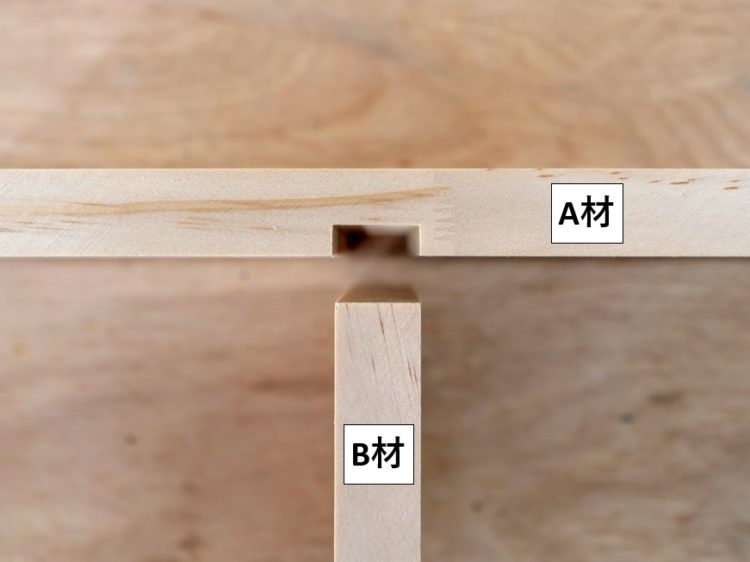
通し追い入れ接ぎの溝をほる部材を ”A材” 、はめ込む部材を ”B材” とします。
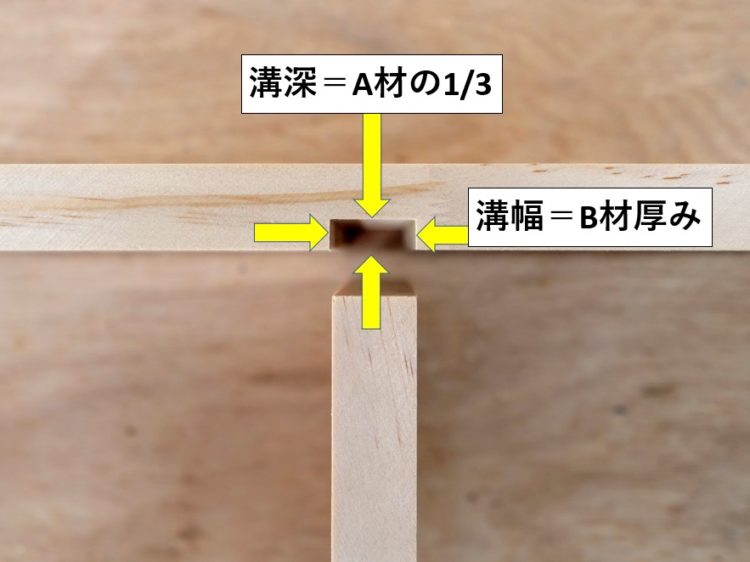
A材にほる溝の寸法は、幅がB材の板厚寸法、深さがA材の板厚の1/3寸法になります。
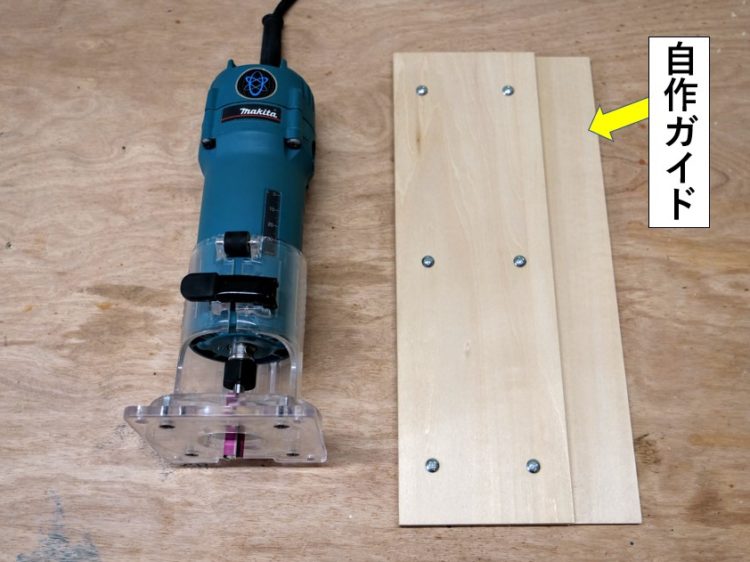

トリマーと自作ガイドを使用し、A材に溝を切削していきます。
トリマーには、B材の板厚と同寸法以下のストレートビットを装着し(今回の切削では、B材板厚より多少小さい径のビットを使用)、そのビット専用の自作ガイドを使用します。
トリマーの自作ガイドの作り方等に関しては、トリマーの使い方と構造について詳しく説明します。 の記事を参照してください。
今回は自作ガイド等を使用した加工方法を紹介しますが、こちらの動画では治具を使用した加工と共に治具の作り方を紹介しています。

A材に切削する溝の墨線を引きます


A材に切削する溝は、木目に直交するように部材の端から端まで貫通させます。
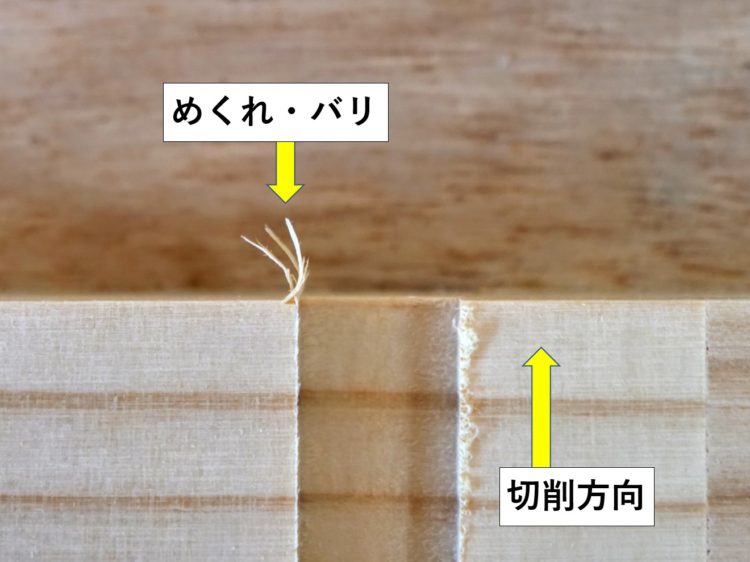
この場合、トリマービットの回転方向の影響で、溝切削の終わり部分(ビットに対して左側)にめくれ・バリが起こり、角が欠けてしまうことが往々にしてあります。
めくれ・バリを防ぐ為、溝の切削終わり側の木端面に、A材と同板厚の当て木をクランプで固定しておきます。



自作ガイドを墨線(溝の左際)に合わせ両面テープでA材に固定します。
自作ガイドに沿って、当て木まで一緒に切削します。
(A材板厚の1/3の深さまで、何回かに分け切削します)
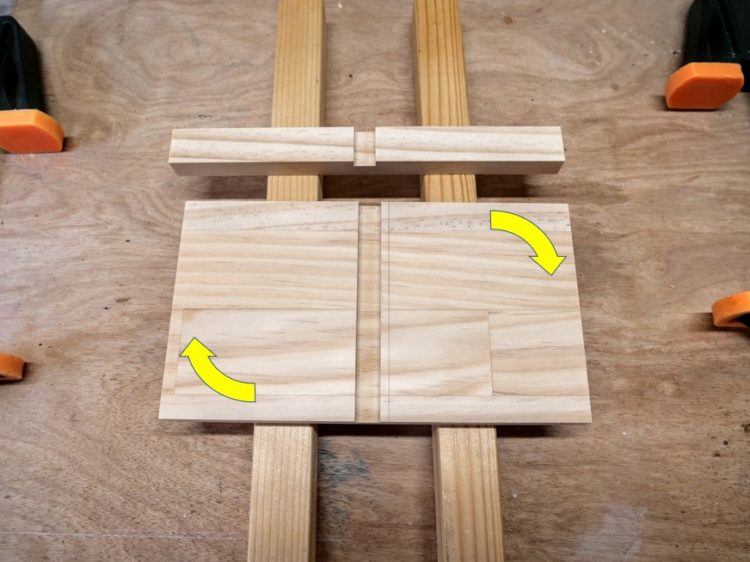

溝の左側を切削し終えたら(トリマーのストレートビットの出寸法は変えずにそのままにしておく)、A材を回転させ逆向きにし、切削終わり側木端面に当て木を固定します。



切削していない側の墨線に自作ガイドを合わせ、両面テープで固定します。
トリマーのストレートビットの出寸法を、溝の片側を切削し終えた時のまま変えずに切削します。
(残り部分を一回の切削でほりきり、溝を仕上げる事になります)
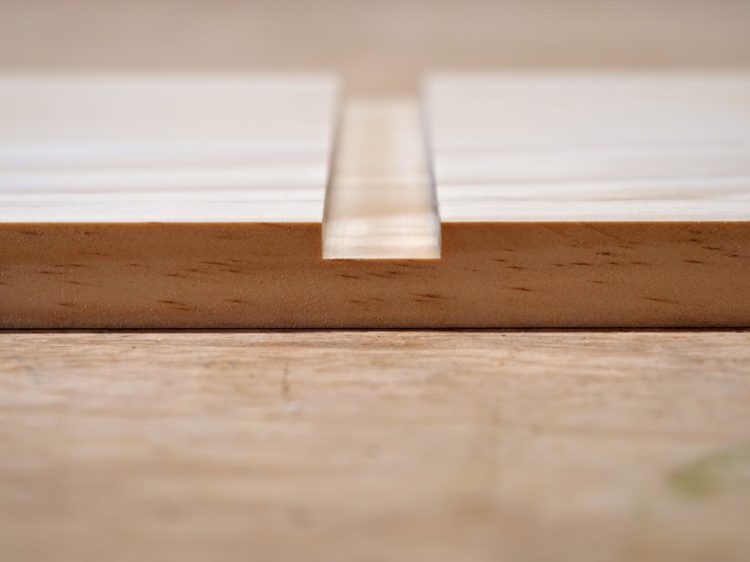

木端面に当て木を固定して切削したので、溝の端部にめくれ・バリが起きず、綺麗に溝を仕上げる事が出来ます。
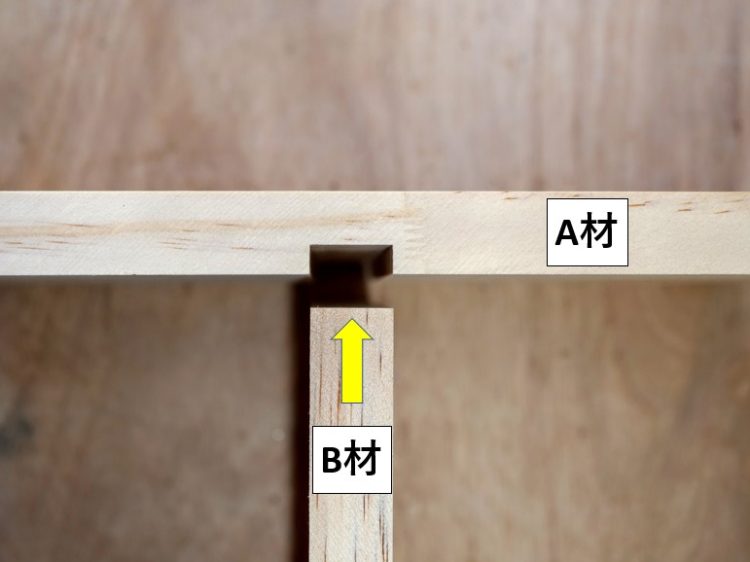
溝を切削し終えたら、B材のはまり具合を確認します。
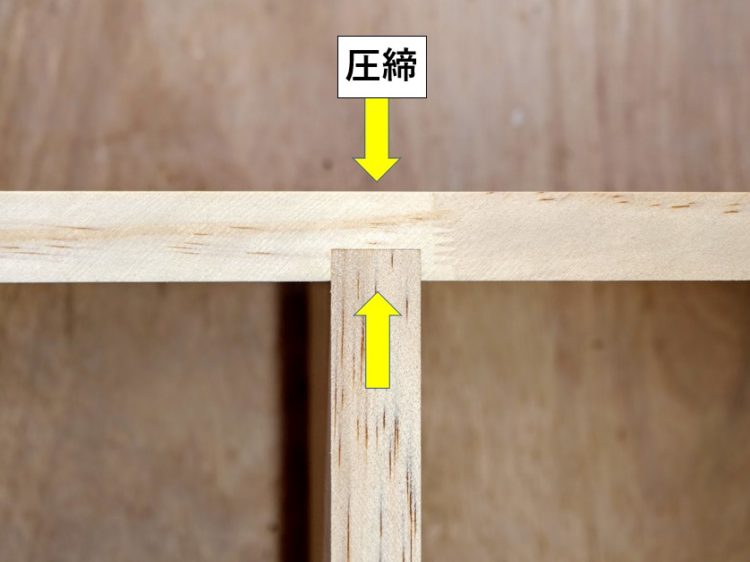
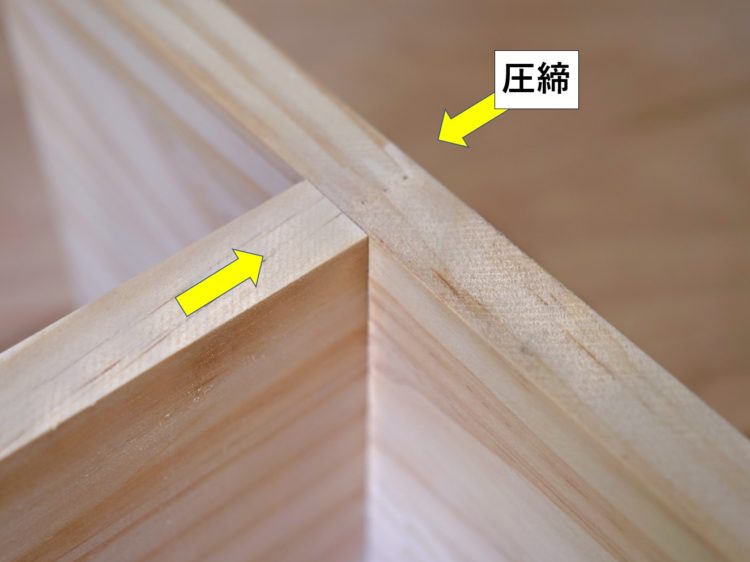
接合面に接着剤を塗布し、A材の溝にB材をはめ込み圧締したら、通し追い入れ接ぎの完成です。
今回は自作定規を使用して追い入れの溝を切削しましたが、加工には高い精度が求められます。
簡単に精度の高い追い入れ接ぎが出来る治具の作り方は、以下の動画で詳しく解説しています。
胴付き追い入れ接ぎの加工方法


通し追い入れ接ぎは、接合部分の木端面に追い入れの形が見えてしまいます。
溝を端から端へ通すのではなく木端面の少し手前で溝を止め、溝に差し込む部材の木口面を一部欠き取り胴付き面(後述)を足すことで、木端面に追い入れの形が見えない ”胴付き追い入れ接ぎ” による接合が出来ます。
箱物家具の側板と棚板の接合など、外観をスッキリ見せる場合に用いられます。
通し追い入れ接ぎの応用編として、加工方法を紹介します。
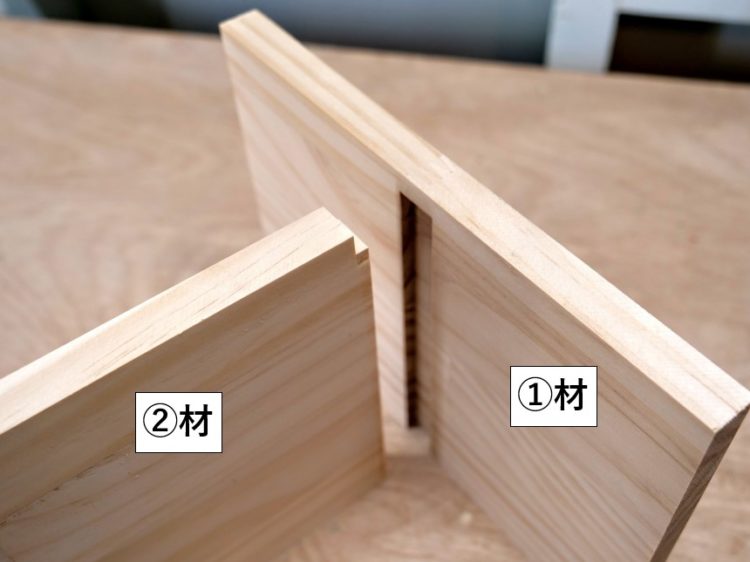
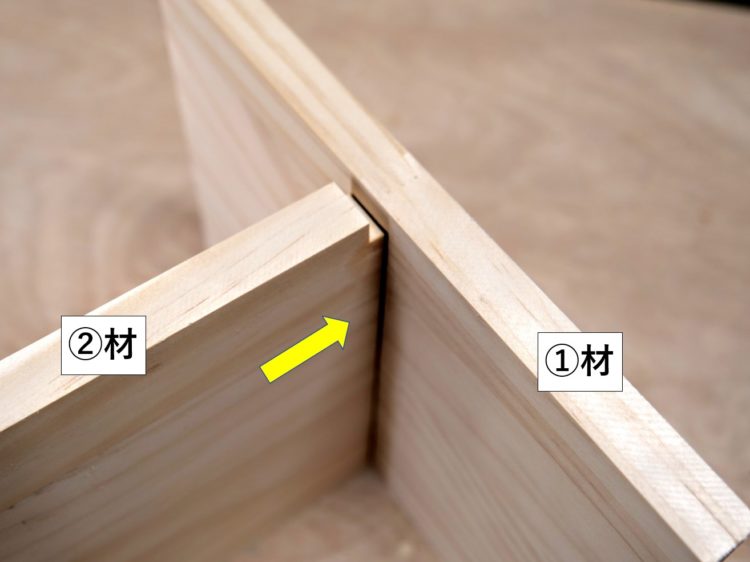
溝切削をする部材を ”①材” 木口の欠き取り加工をする部材を ”②材” とします。
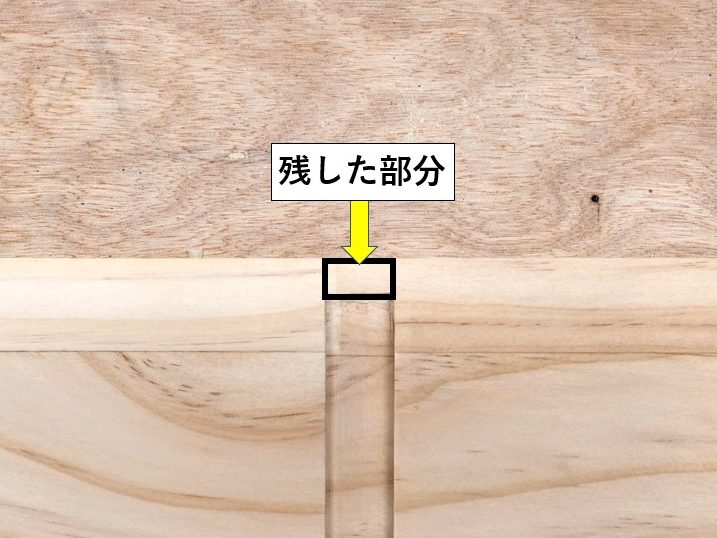

”胴付き(胴付き面)” は、②材の欠き取り部分の木口面にあたり、接合時に①材溝の残した部分と接する箇所になります。

通し追い入れ接ぎの場合と同じく、トリマーと自作ガイドを使用し①材に溝を切削していきます。
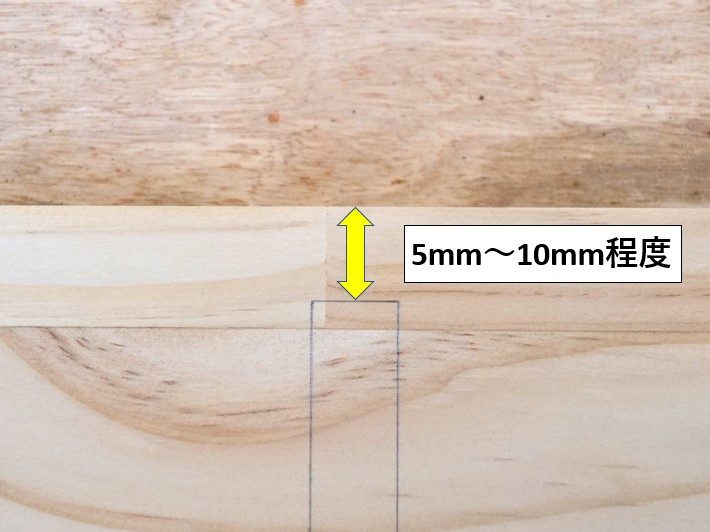
溝の端部を残す加工になるので、溝の幅(②材の板厚)と長さ(端部の位置)を墨付けします。(溝の端部から木端面までの寸法は5mm~10mm程度に設定)



自作ガイドを溝左際の墨線に合わせて両面テープで固定したら、トリマーで溝を切削していきます。
(トリマーに装着するストレートビットは、②材板厚寸法以下の径のものにする)
溝端部の墨線まで切削して②材の胴付き面と接着する部分を残し、溝深さが①材厚の1/3になるまで何回かに分け切削します。
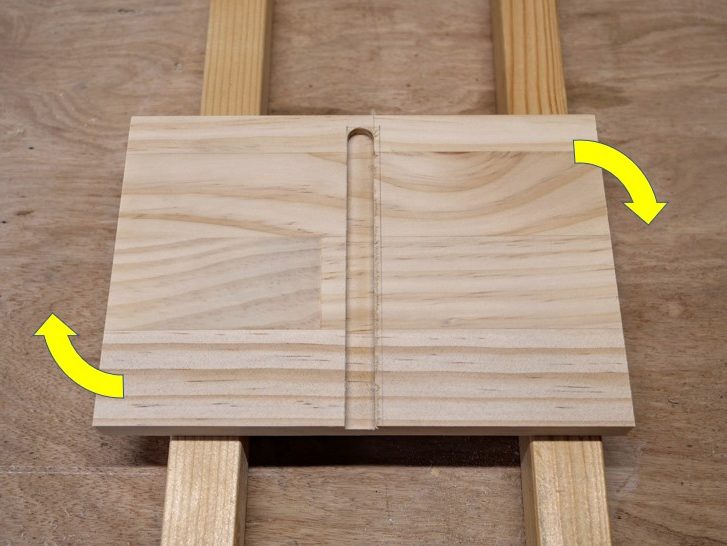

溝の左側が切削出来たら(トリマーのストレートビットの出寸法は変えずにそのままにしておく)、①材を回転させ逆向きにします。
溝の残り部分を切削していきますが、切削終わり部分(木端面)を貫通させることになる為、当て木を木端面に固定しておきます。



切削していない側の墨線に自作ガイドを合わせ、両面テープで固定します。
トリマーのストレートビットの出寸法を、溝の片側を切削し終えた時のまま変えずに切削しますが、切削始めが部材の途中からになるので注意が必要です。
残り部分を一回の切削でほりきり、溝を仕上げます。


当て木も一緒に切削します。
トリマーの性質上、部材の途中で止める溝を切削すると、溝の角が丸くなってしまいます。



ノミで溝端部の角を四角に整えて、①材の溝切削の完了です。
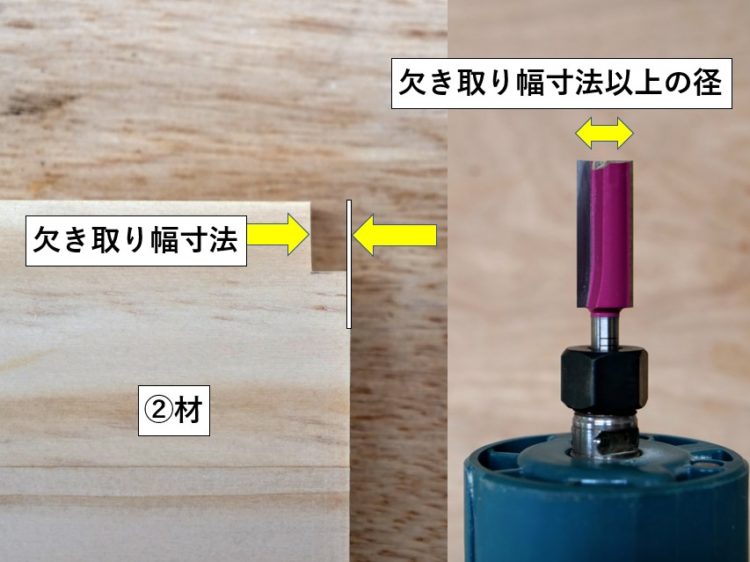
トリマーを使用し、②材の木口面端部に欠き取り加工をしていきます。
トリマーには、欠き取り幅寸法(①材の溝深さ)以上の径のストレートビットとストレートガイドを装着します。
ストレートガイドを使用したトリマーの切削方法に関しては、トリマーの使い方と構造について詳しく説明します。 の記事を参照して下さい。
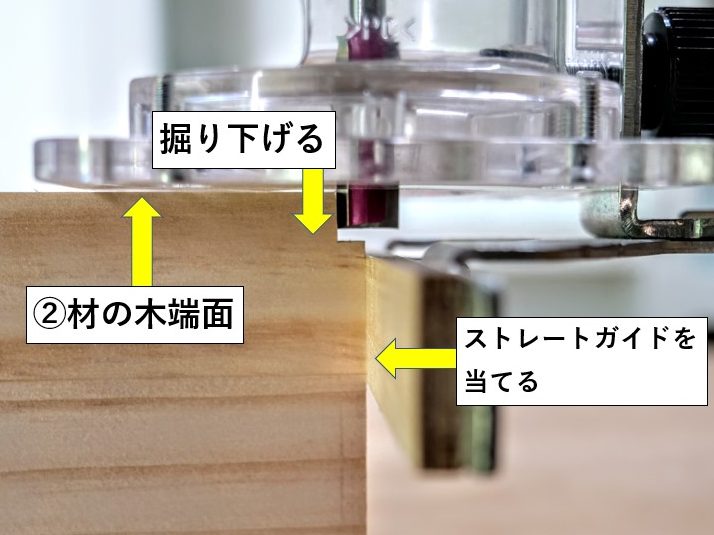
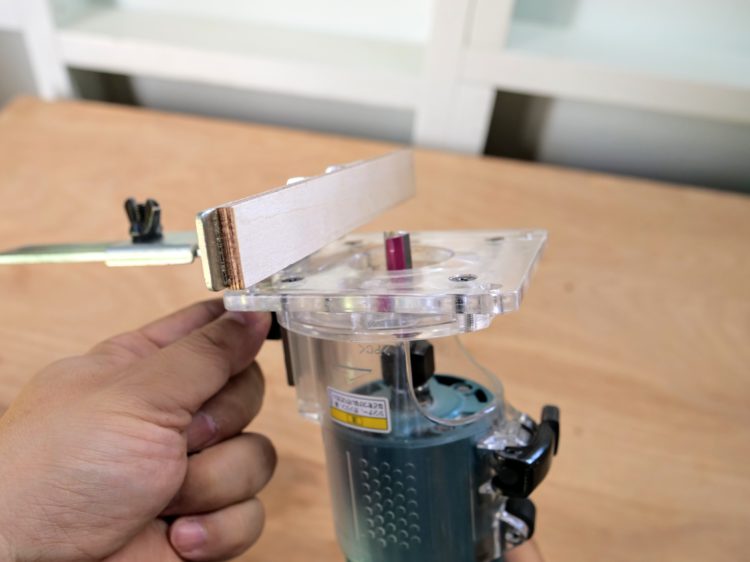
欠き取り加工は、②材の木端面を上側にし、ストレートガイドを木口面に当てて切削します。
胴付き面の長さが①材の溝の端部(切削せずに残した部分)の寸法と合うまで徐々に掘り下げていく方法になります。
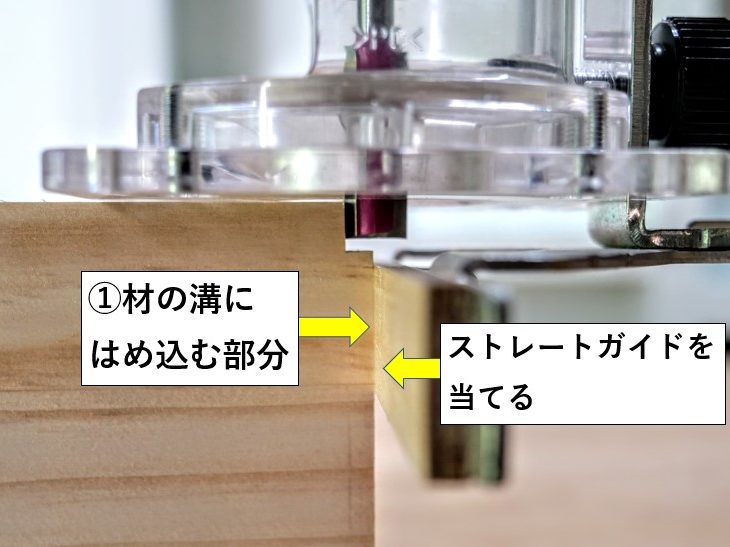
切削時、ストレートガイドを当てる基準面は、加工後に①材の溝にはめ込む部分の木口面になります。。
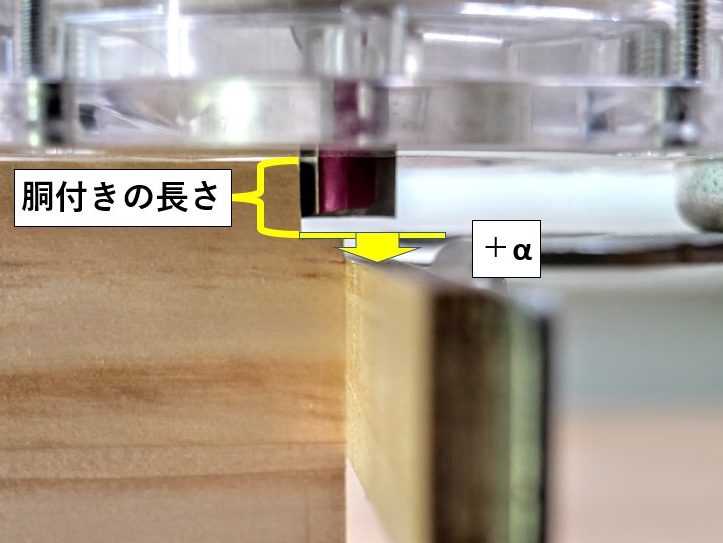
ビットとの干渉を避けるため、ストレートガイドの上端をトリマーベースから「②材の胴付きの長さ寸法+α」下げた位置になる様に取り付ける必要があります。
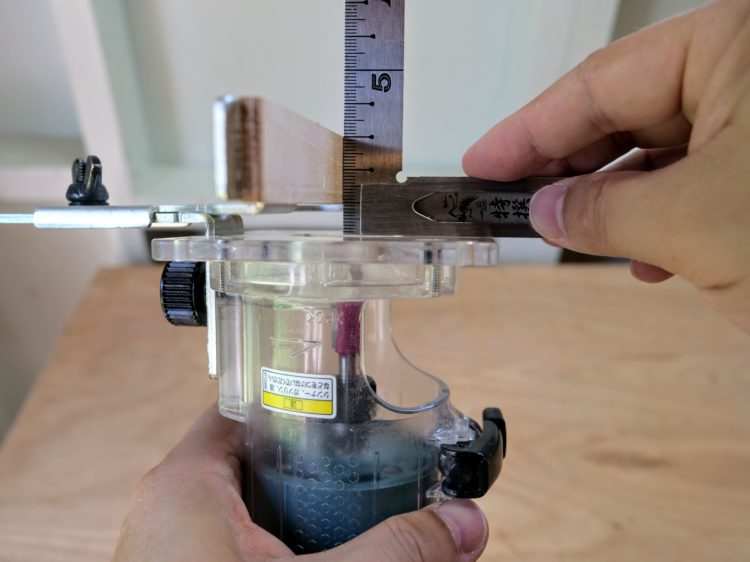
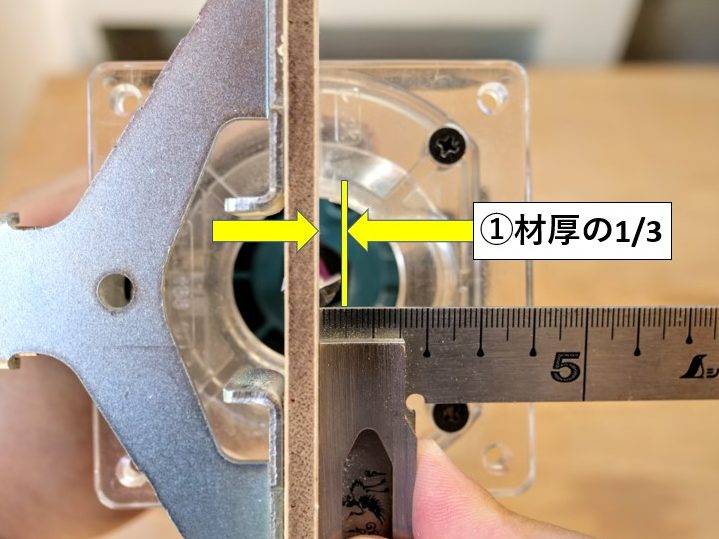
ストレートガイド上端位置を「②材の胴付きの長さ寸法+α」に固定し、ストレートガイドとビット外寸間を①材厚の1/3寸法にセットします。
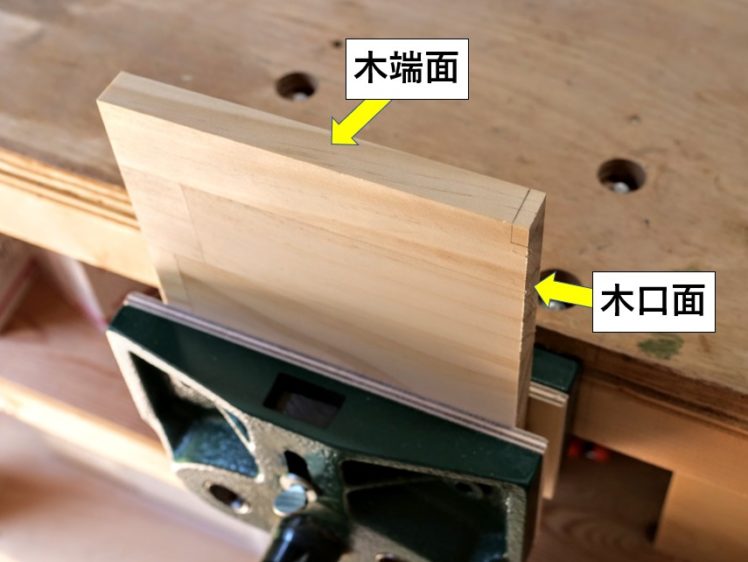
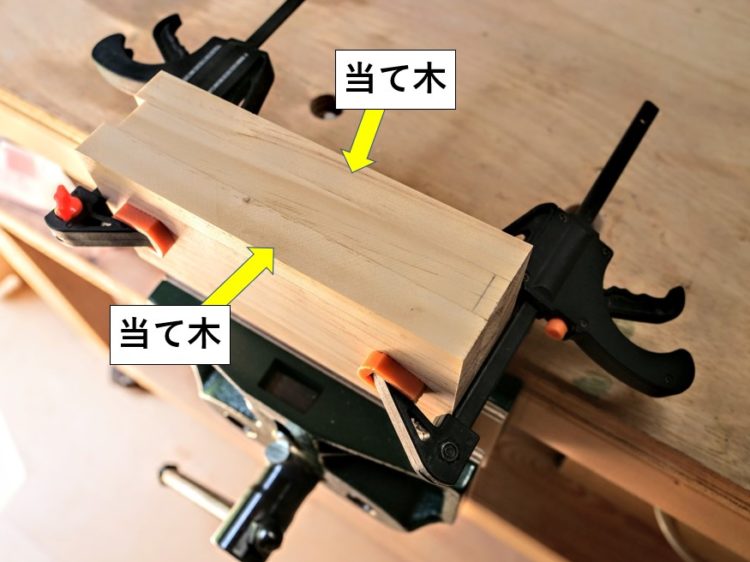
②材の欠き取り箇所の木口面を右側、木端面を上側になる様に作業台等に固定します。
欠き取り箇所のめくれ・バリを防ぐ事と、トリマー操作を安定させる為、②材を挟むようにして前後に当て木を固定します。
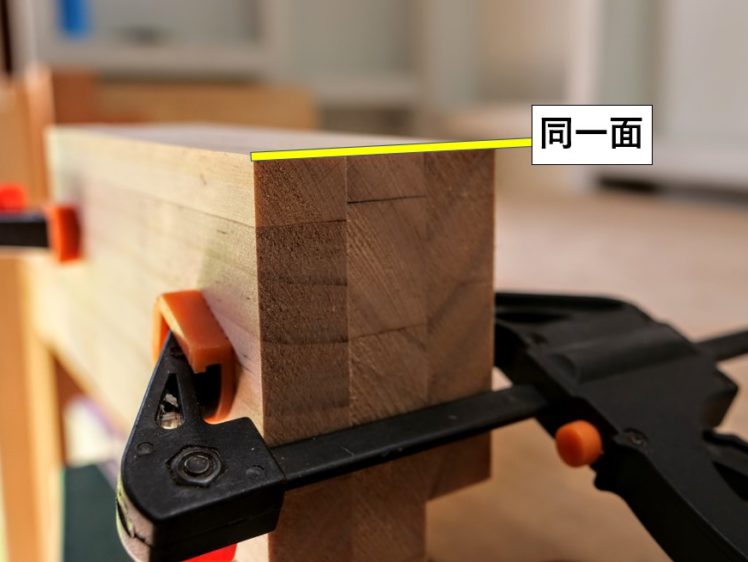
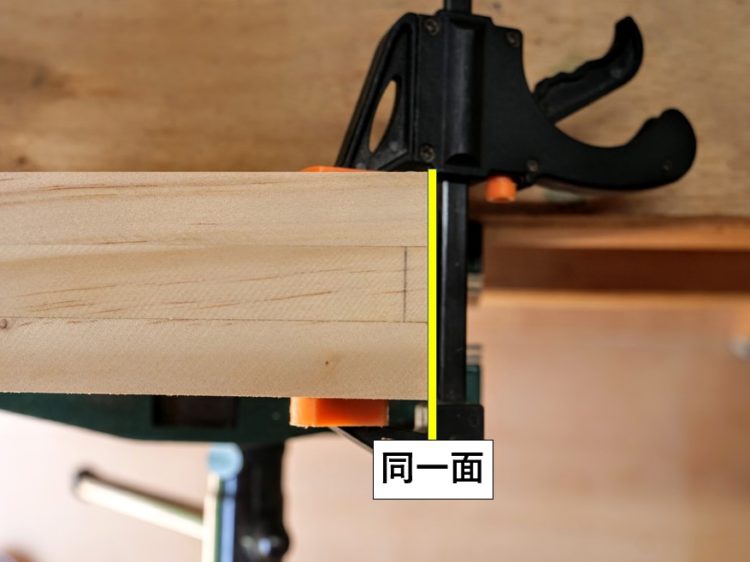
当て木上面は②材の木端面と同一面にし、当て木木口面は②材木口面と同一面になる様に固定します。


②材木口面にストレートガイドを当てて欠き取り箇所を切削します。
何回かに分け切削を深くしていき、所定の胴付きの長さまで欠き取ります。

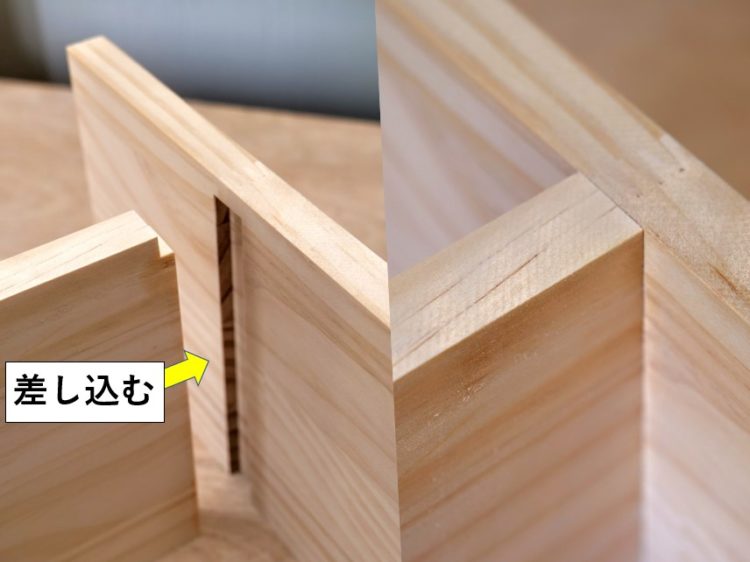
②材端部の欠き取り加工完成です。
接合面に接着剤を塗布し、①材の溝に②材をはめ込み圧締したら、胴付き追い入れ接ぎの完成になります。
まとめ
今回は、板材と板材を直角に接合する方法の中から、”通し追い入れ接ぎ” と ”胴付き追い入れ接ぎ” と呼ばれる接ぎ手の加工方法について説明しました。
通し追い入れ接ぎは、”追い入れ接ぎ” の基本形となり、その他の追い入れ接ぎは通し追い入れ接ぎの加工方法を応用したものになります。
通し追い入れ接ぎ・胴付き追い入れ接ぎ共に、キャビネットなどの箱物家具の棚の接合部に用いられる接合方法になりますが、加工方法の難易度や家具が完成した際の外観等を念頭に置いて、適した接合方法を選ぶ必要があります。
今回は、トリマーによる加工方法を紹介しましたが、その他の手工具・電動工具を使用して加工することも可能です。
”通し追い入れ接ぎ” と ”胴付き追い入れ接ぎ” の加工方法の一例として参考にしてみてくださいね。