棚(シェルフ)を作る際、重要なポイントは収納する物のサイズです。
収納する物のサイズが決まっていると、棚の寸法も決めやすくなります。
ただ予定していた収納する物のサイズが変わったり、棚(シェルフ)が出来上がってから収納する物が増えたりすることってよくあると思います。
そんな場合、棚(シェルフ)を作る際に取り入れたい構造が、“可動棚” です。
量産される安価な家具にも可動棚は取り入れられていますが、実際にDIYで可動棚を作るのってどのようにすればいいのか?と思いますよね。
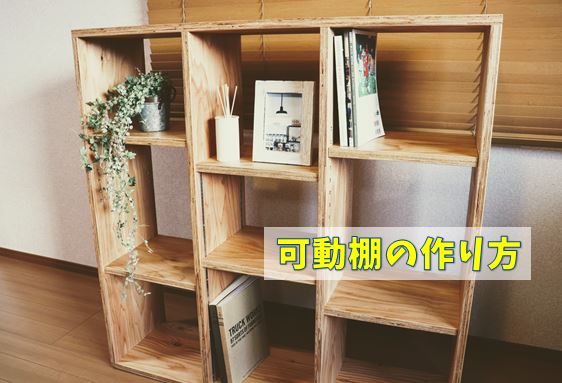
そこで今回は “可動棚” の種類と作り方を、針葉樹合板を使用したシンプルな棚の制作工程の中で説明していきます。
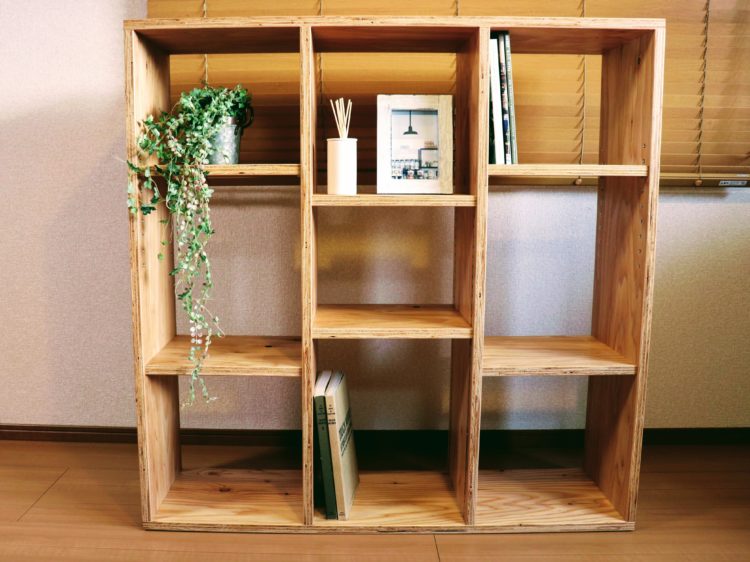
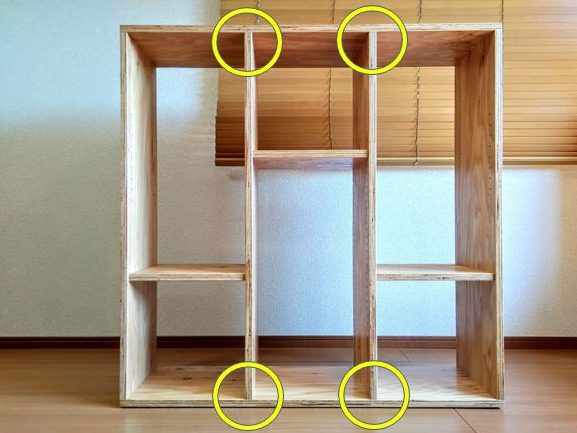
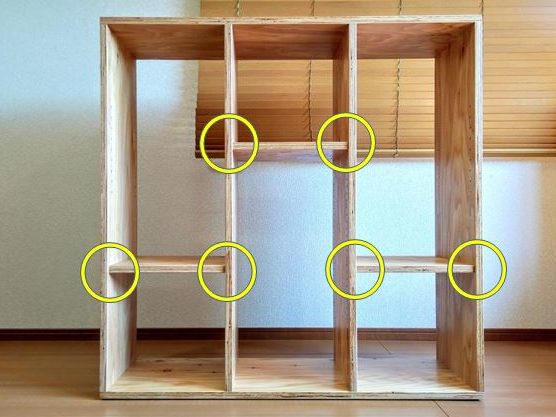
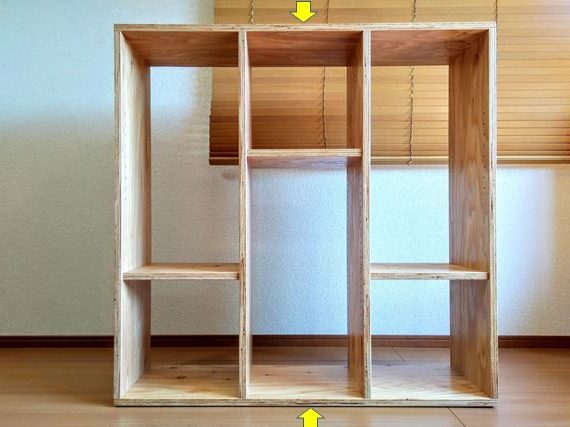
今回制作する棚はコチラです。
材料と道具
材料
本体部分 針葉樹合板 厚み・21mm
- 天・地板 幅・295mm×長さ・1044mm 2枚
- 左右側板 幅・295mm×長さ・1002mm 2枚
- 中仕切り板 幅・295mm×長さ・1002mm 2枚
- 固定棚板 幅・290mm×長さ・320mm 3枚
- 可動棚板 幅・290mm×長さ・319mm 3枚
その他の材料
- 治具用べニア 2.5mm厚×600mm×300mm 1枚
- 棚ダボ・オン・メン(9mm)
- 棚柱(スリム棚柱・厚み3mm)
- 木工用接着剤・ウエス
- ビスケット・No.10
道具
- インパクトドライバー
- ジョイントカッター
- トリマー(角面ビット・12mmストレートビット・U溝ビット)
- さしがね
- スコヤ
- 千枚通し
- 玄翁
- ダボ用錐(9mm)
- クランプ各種
塗装関連
- アクレックス木部用ウレタン・フラット(半艶) 和信化学工業株式会社製
- コテ刷毛・刷毛・受け皿
- マスキングテープ
- サンドペーパー(#180・#320)・サンディングブロック
- サンダー
- エアーコンプレッサー
ジョイントカッターによる溝加工
今回の棚の接合部分は “ビスケットジョイント” で行います。
電動工具のジョイントカッターを使用し加工します。
ジョイントカッターの使い方とビスケットジョイントに関しては ジョイントカッターの構造と使い方とは? の記事を参照してください。

天・地板と側板の接合箇所
天・地板と側板の接合は4ヶ所
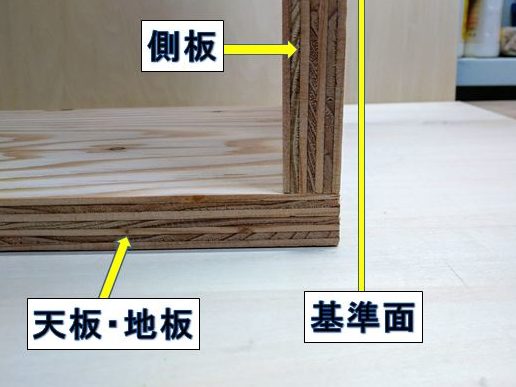
天・地板と側板の接合
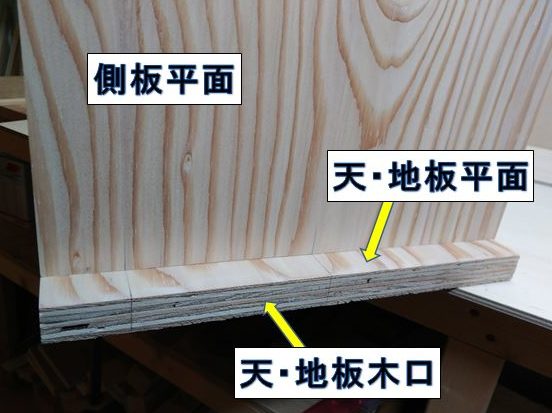
天板および地板と側板の接合部分は4か所ありますが、すべて天板・地板の木口面と側板の平面を溝加工の基準面とします。
ジョイントカッターはアングルガイドを使用する方法で溝加工を行います。
溝位置の墨付け

側板を作業台に固定
天・地板と側板の基準面に溝の位置を墨付けしますが、天・地板の木口の墨線を、天・地板の平面(棚の内側面)にも伸ばしておきます。
始めに側板に溝加工をしていくので、基準面を上側にして作業台にクランプで固定します。

側板厚の中心に合わせる

溝切削

溝加工完了
ジョイントカッターを側板にあてがい、側板の厚みの中心に溝がほれるようアングルガイドの高さを調整します。
溝位置の墨線とセンターマークを合わせ、ジョイントカッターと側板をしっかりと密着させて溝切削します。

側板と二枚重ねで固定

アングルガイドの接地面
天・地板の基準面の木口を手前にし、墨線を伸ばした平面(棚内側面)を上側にして作業台に固定します。
天・地板の溝加工はジョイントカッターを垂直方向に立てて、アングルガイドを天・地板の基準面(木口)に押し当てて行います。
天・地板一枚だとアングルガイドの接地面が少なく、ジョイントカッターが不安定になりがちです。
安定した加工を行うため、溝加工が完了した側板の木口面を天・地板の木口面と面一(つらいち)にして固定し、アングルガイドの接地面を大きくしておきます。

センターマークを合わせ溝切削

天・地板に溝加工完了
天・地板の平面に伸ばした墨線とジョイントカッターのブレードカバー面のセンターマークを合わせ、しっかりと密着させて溝切削します。
以上が天・地板と側板の接合箇所の溝加工の行程になります。
天・地板と中仕切り板の接合箇所
天・地板と中仕切り板の接合は4ヶ所
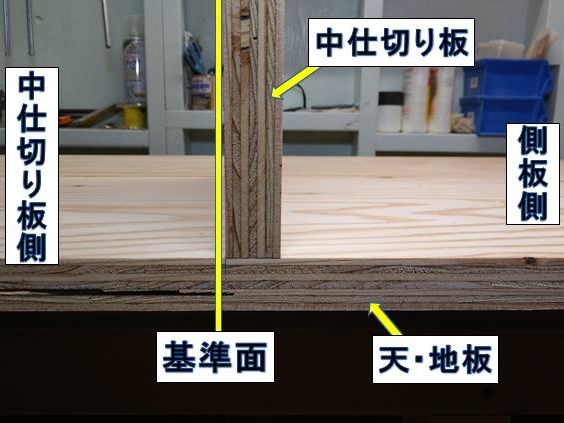
天・地板と中仕切り板の接合
天板および地板と中仕切り板の接合箇所は4か所ありますが、基準面はすべて中仕切り板の側板側ではない面(2枚の中仕切り板が向き合う内側面)とします。
ジョイントカッターはアングルガイドを外し、本体フェンスを使用し加工します。

天・地板に墨付け
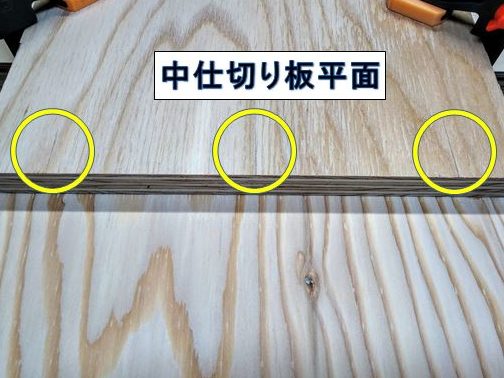
中仕切り板平面に溝位置を墨付け
天・地板の基準面は同じ位置になるので、天・地板を揃えて一緒に基準面の墨線を接合面に引きます。
溝をほる位置を、中仕切り板基準面の反対の面に墨付けします。

天・地板と中仕切り板を固定

天・地板の墨線に合わせる
中仕切り板の基準面と天・地板の接合面を合わせて重ね、中仕切り板の木口面を天・地板の墨線に合わせて作業台に固定します。

中仕切り板に溝切削

中仕切り木口面に溝加工完了
中仕切り板の木口面に溝加工します。
天・地板の接合面を基準面のガイドとしてジョインカッターを密着させ、センターマークと中仕切り板の墨線がずれ無い様に溝加工していきます。

ブレードカバー面のセンターマークを合わせる

天・地板に溝切削

天・地板に溝加工完了
天・地板接合面に溝加工していきます。
中仕切り板の木口面を基準面のガイドとし、ジョイントカッター本体を立てて、天・地板対し垂直にセットします。
ブレードカバー面のセンターマークを中仕切り板の墨線に合わせ、部材にしっかりとジョイントカッター本体を密着させ切削します。
以上が天・地板と中仕切り板の接合箇所の溝加工行程になります。
固定棚の接合箇所

固定棚は3カ所
固定棚の接合部分は6カ所
今回の棚は固定棚が3ヶ所あります。
側板・中仕切り板と固定棚の接合部分は6カ所になります。

基準面の位置
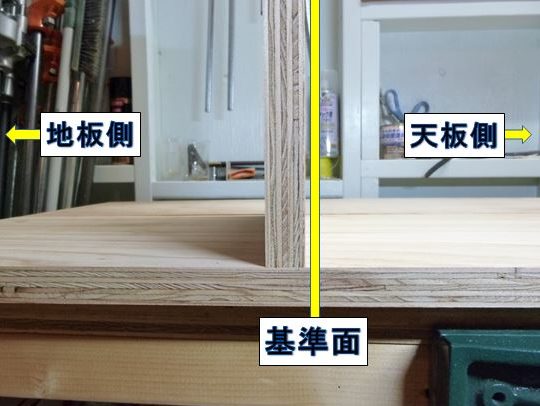
側・中仕切り板に挟まれる固定棚の基準面
側板と中仕切り板に挟まれる固定棚(2ヶ所)は基準面が棚板の上面になり、中仕切り板に挟まれる固定棚(1カ所)は基準面が棚板の下面になります。
ジョイントカッターはアングルガイドを外し、本体フェンスを使用し加工します。
固定棚の接合箇所(6カ所)の加工手順はすべて同じになります。
側板と中仕切り板に挟まれる固定棚を例として説明します。

側板・中仕切り板に基準面を墨付け

溝位置墨付けし、作業台に固定
側板と中仕切り板に固定棚の基準面を墨付けしていきますが、基準面が同じ位置になるので、2枚一緒に墨線を引きます。
固定棚の裏面(基準面の反対側)に溝位置の墨付けをします。
側板(または中仕切り板)の固定棚と接合する面を上面にし、固定棚の基準面を下向きにして合わせて重ね(側板または中仕切り板の墨線に固定棚木口面を合わせます)、作業台に固定します。

固定棚木口面に溝加工

固定棚に溝加工完了
側板(または中仕切り板)の上面をガイドとしてジョイントカッター本体を密着させ、センターマークと墨線を合わせ、固定棚の木口面に溝切削していきます。

側板(または中仕切り板)に溝加工

溝加工完了
側板(または中仕切り板)に溝加工をしていきます。
ジョイントカッター本体を垂直に立て、固定棚木口面をガイドにしてブレードカバー面を密着させます。
固定棚の墨線とブレードカバー面のセンターマークを合わせ、溝切削します。
以上が固定棚接合箇所の溝加工行程になります。
可動棚の種類と下準備

棚ダボを使用した可動棚

棚柱を使用した可動棚
可動棚の仕組みはダボを使用するタイプと棚柱を使用するタイプの2種類に分けられます。
ダボを使用するタイプは、両側の板にダボ穴を等間隔にあけ、ダボを差し替える事で棚板を上下に移動出来る仕組みです。
棚柱を使用するタイプは、両側の板に棚柱を固定し、棚受金具を差し替える事で棚板を上下に移動出来る仕組みです。
棚柱を使用した可動棚の作り方に関しては、以下の動画でも詳しく解説しています。
棚ダボ

色々な種類の棚ダボ

棚ダボ・オンとメン
棚ダボには、ダボ穴に棚ダボを単純に抜き差しするものや、釘などを併用して固定する物など様々な種類があり、棚板にかかる重量にあった棚ダボを選ぶ必要があります。
今回の可動棚は重量が重い物をのせる想定なので、棚ダボ・メンをダボ穴にはめ込み、棚ダボ・オンをねじ込むタイプの棚ダボを使用します。

ダボ穴位置の治具を用意
ダボ穴の位置
棚ダボメンをはめ込むダボ穴をあけていきます。
ダボ穴位置を両側の板に墨付けしますが、寸法を測って墨付けしていくと左右の板でズレが生じることが多いです。
ダボ穴がずれると棚板のがたつきにもつながるので、左右の板のダボ穴位置をピッタリ合わせるために治具を作ります。
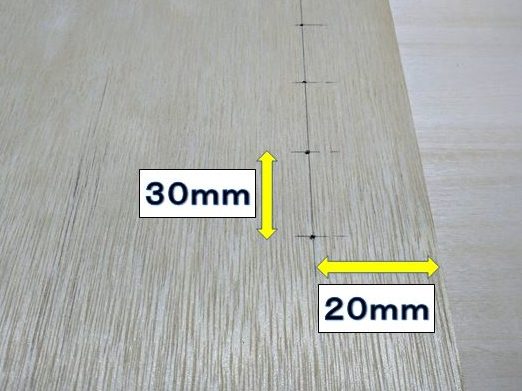
2.5mmの薄い合板(ダボ穴をあける部材幅に合わせておく)を用意し、高さ方向に30mmの間隔で、端から20mmの位置にダボ穴位置を墨付けします。
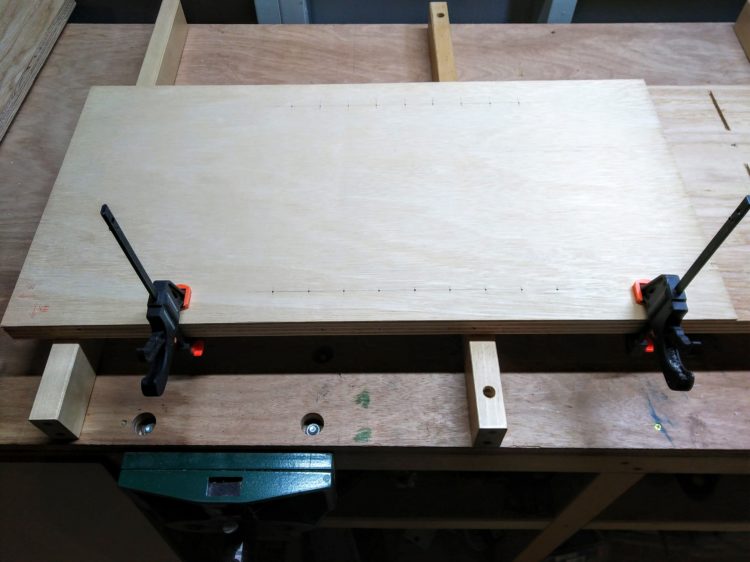
治具を固定

千枚通し

治具を貫通させ墨付けする

千枚通しによる墨付け
実際にダボ穴をあける部材に治具を固定したら、千枚通しを使って墨付けしてある箇所を治具の合板ごと貫通させ、部材に印をつけます。

9mmダボ用錐

垂直にダボ穴をあける

ダボ穴あけ完了
9mmのダボ用錐を使ってダボ穴をあけます。
錐の表記は9mmとなっていますが、実際の錐の直径は8.5mmです。
棚ダボ・メンの径は9mmなので、少しきついダボ穴に棚ダボ・メンをはめ込む事により抜けにくく強度が出ます。
棚ダボ・メンは塗装後にはめ込みますので、ダボ穴をあけ終わったら下準備完了です。
棚柱

スリム棚柱
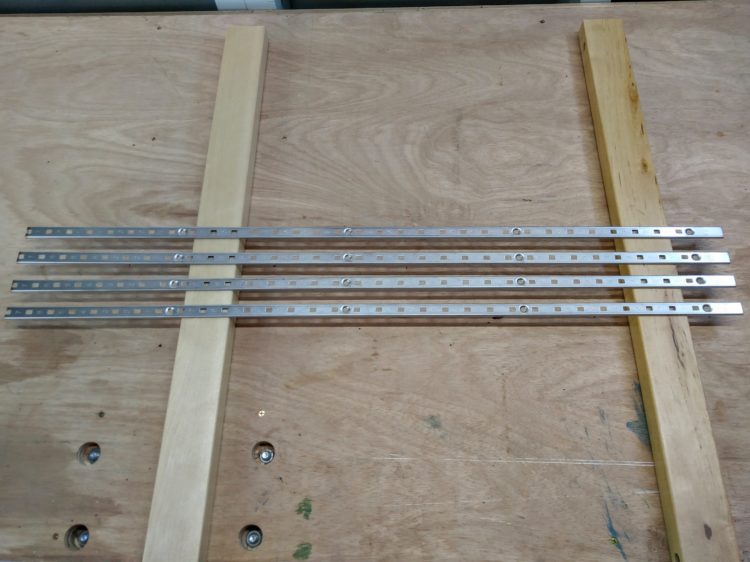
棚柱幅12mm・厚み3mm
棚柱を使用する場合は、両側の板に直接棚柱を固定してもいいのですが、棚柱の厚みが邪魔になりがちです。
両側の板に棚柱の厚み分溝をほり、棚柱をはめ込み両側の板の平面とフラットに(棚柱が出っ張ら無い様に)なるようにするのがおススメです。
今回使用する棚柱は厚みが3mmのスリム棚柱で、直接固定しても棚柱の厚みが邪魔になりにくいタイプですが、溝を掘ってはめ込む方法で棚柱を固定する事にします。

12mmストレートビットとストレートガイドを装着

溝切削
棚柱は幅12mm・厚み3mmなので、トリマーに12mmのストレートビットとストレートガイドを装着します。
深さ3mm・部材の端から30mm程度の位置に溝をほれる様にビット・ストレートガイドをセットし、切削していきます。
トリマーの使いについて詳しくは、トリマーの使い方と構造について詳しく説明します。 の記事を参照してください。

棚柱の上端が固定棚接合部に隠れる
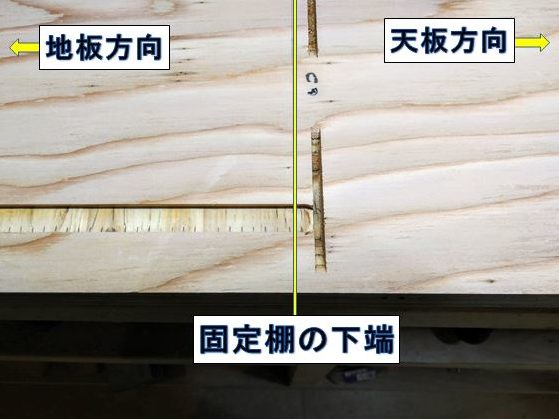
溝の上端位置
棚柱の上端が固定棚の接合部に隠れる構造なので、溝も固定棚の下端よりすこし上までほります。(固定棚の上端より上に溝が出ないようにします。)

棚柱がピッタリ収まります

両側の板に4本の溝がほれました
棚柱がピッタリ収まる溝が両側の板に2本ずつ合計4本ほれたら下準備完了です。
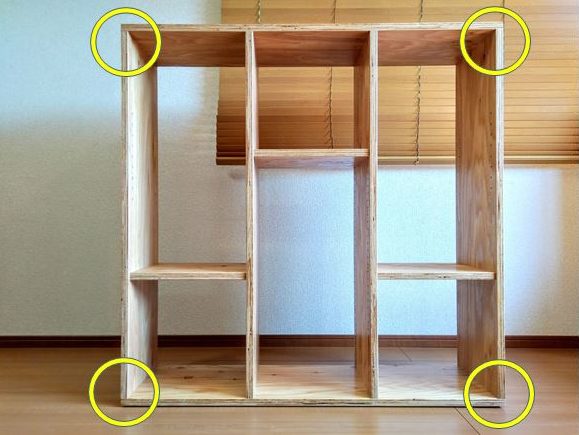
面取り・素地調整

角面ビット

トリマーで面取り加工
トリマーに45°の角面ビットを取り付け、部材の角を面取り加工していきます。

面取り具合
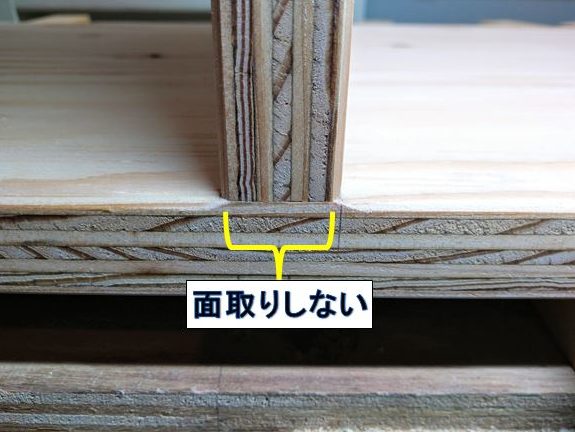
面取りしない箇所
天・地板と側板・中仕切り板の接合部分は木端面が面(フラット)になります。
天・地板の面取り加工は接合部分手前で止め、天・地板の角面と側板・中仕切り板の角面がつながるようにします。

サンダーで素地調整

角は角面を崩さないように研磨
面取り加工が終わったら、サンダーで部材の表面を研磨します。
針葉樹合板は表面が粗いものが多くしっかり研磨しますが、接合部分は研磨しすぎると組み立てた時に隙間などの不具合が出るので、注意が必要です。
トリマーで面取りした部分は、サンディングブロックを使用し、45°の面を崩さないように研磨します。
全体が研磨出来たら、エアーコンプレッサーなどを使用し、粉塵をしっかり取り除き、素地調整完了です。
塗装

アクレックス木部用ウレタン

コテ刷毛・受皿
今回使用する塗料は、水性の一液ウレタン塗料の “アクレックス木部用ウレタン・フラット(半艶)” です。
ウレタン塗装は家具塗装では一般的で、表面に被膜を形成する事で傷や汚れから家具を保護します。
ウレタン塗料はプロ仕様の物が多いですが、和信化学工業株式会社のアクレックス木部用ウレタンは水性で刷毛やコテ刷毛で塗布出来るので、DIYでも使用しやすいウレタン塗料でおススメです。(2度塗りで仕上げます。)

コテ刷毛・普通の刷毛・塗料の受皿を使用します。

接合箇所をマスキング

広い面はコテ刷毛で塗装

狭い箇所は刷毛で塗装
接合箇所(ジョイントカッターで溝をほった所)にマスキングテープを貼り、塗装がのらないようにしておきます。
塗装面の広い箇所にはコテ刷毛で塗装し、狭い箇所は普通の刷毛で塗装します。
アクレックス木部用ウレタンは基本的に原液そのままを塗装しますが、粘度が高く塗りにくいようであれば水で希釈して塗装する事が出来ます。
1回目の塗装は塗料の吸い込みが多いので、塗り残しが無い様に塗装します。
全体が塗装出来たら、2~4時間乾燥させます。

毛羽立ちをサンディング

エアーコンプレッサーで粉塵を吹き飛ばす
1回目の塗装を乾燥させると、塗装面に毛羽立ちが起こります。
番手#320のサンドペーパーで毛羽立ちを取るように部材の表面を平滑にサンディングしていきます。
サンディングしすぎて素地(塗装する前の部材面)を出してしまわないように注意してください。(特に角など)
全体にサンディング出来たら、エア-コンプレッサーで粉塵を取り除きます。
しっかり粉塵を取り除いたら、2回目の塗装を1回目と同じくコテ刷毛・刷毛を使用し行います。
2回目は塗料の吸い込みが少ないので、塗り過ぎてムラが出来ないように丁寧に塗装します。
塗装し終わったら、4時間以上乾燥させます。
棚ダボ・棚柱取り付け
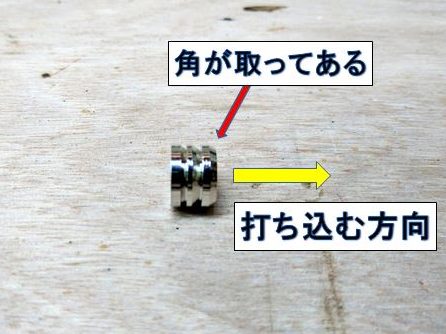
棚ダボ・メンの打ち込み方向

玄翁で打ち込む
棚ダボ・メンをダボ穴に打ち込んでいきます。
棚ダボ・メンは片方の角の面が取ってある側をダボ穴にあてがい、玄翁で打ち込んでいきます。

玄翁の丸面側

棚ダボ・メンが部材平面とフラット

ダボ穴すべてに打ち込む
8割方棚ダボ・メンが打ち込めたら、玄翁の丸面側で最後まで打ち込みます。
ダボ周りが傷つかず、部材の平面と棚ダボ・メンを面(つら)に仕上げることが出来ます。
全てのダボ穴に棚ダボ・メンを打ち込みます。

棚柱の長さ
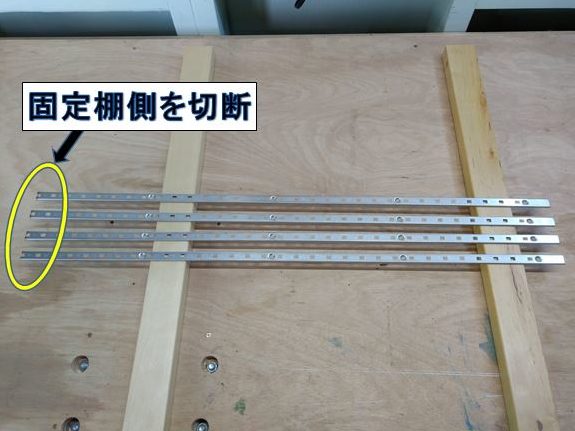
固定棚で隠れる側を切断
棚柱は地板から固定棚の中心までの長さが必要です。
規格にはない長さなので、既製品をディスクグラインダーで切断します。(固定棚に端部が隠れる側を切断します。)

棚柱の下端を地板面に合わせる

棚柱をビス止め

棚柱取り付け完了
棚柱の下端を地板面に合わせて溝にはめ込みます。
棚柱には等間隔にビスを止める穴があけてあります。
ビスを打ち込んだ際、ビスの頭が棚柱よりはみ出てしまうと、棚受金具と干渉して不具合が生じてしまいます。
棚柱の厚みにしっかり収まる皿ビスで固定します。
本体組み立て

固定棚と側板・中仕切り板を接合
まずはじめに固定棚と側板・中仕切り板を接合する形の物を2つ組み立てます。

木工用接着剤を塗布

ビスケットを差し込む

クランプで圧締
側板・中仕切り板の接合箇所と固定棚の木口面に木工用接着剤を塗布します。
ジョイントカッターで切削した溝にビスケットを差し込みます。
固定棚を側板・中仕切り板で挟むようにして、クランプで圧締します。

はみ出た木工用接着剤を拭き取る
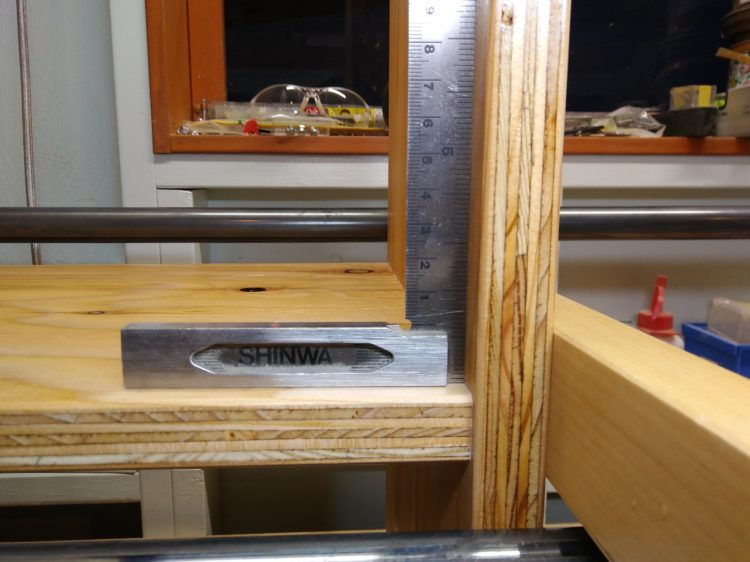
スコヤで直角確認
はみ出た木工用接着剤を水で濡らしたウエスでしっかりと拭き取ります。
接合部分の直角をスコヤで確認し、クランプの締具合で調整します。

真ん中の固定棚と左右中仕切り板を接合

クランプで圧締
左右2つの固定が出来たら、真ん中の固定棚と接合し一体化させます。(接着工程は、同じなので省略します。)
天板・地板を接合

クランプで圧締
一体化した側板・中仕切り板・固定棚に天板・地板を接合し、固定します。(接着工程は、同じなので省略します。)

棚本体完成。
可動棚以外の棚本体が完成しました。
可動棚板加工・塗装
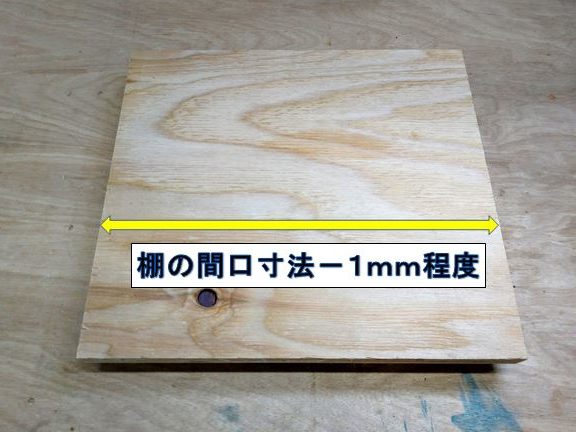
可動棚の長さ

可動棚のはまり具合を確認
可動棚の棚板の長さは、棚の間口寸法(320mm)より1mm程度短く(319mm)します。
ただし寸法どうりに作り上げたつもりでも、多少のズレが生じ間口寸法が設計どうりにいかない事があります。
実際に棚本体に可動棚をはめ込み、不具合が無いか確認し、スムーズに可動出来る様に寸法を調整しておきます。
棚ダボ用棚板
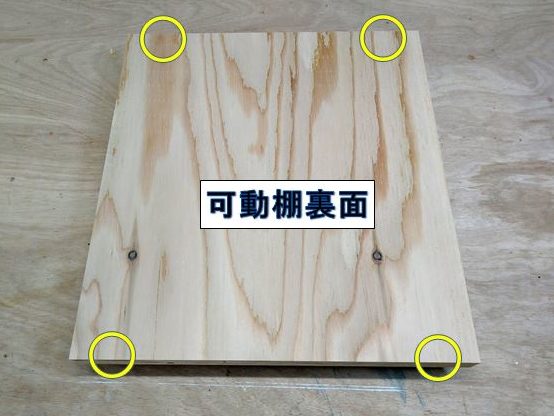
可動棚裏面4ヶ所に溝をほる

トリマーにU溝ビットとストレートガイドを装着
可動棚を設置した際、棚板がずれたりしないように、可動棚裏面に4ヶ所棚ダボが収まる溝をトリマーでほります。
棚ダボは円形なので、U溝ビットを装着しストレートガイドを使用します。

U溝の長さ

トリマーでU溝切削
U溝の長さは、棚ダボの長さよりすこし長めにし、深さは棚ダボが半分収まる深さにします。
ストレートガイドを棚板の木端にあて、溝切削します。

U溝

U溝加工完了

棚ダボとU溝の位置の確認
可動棚の裏面に4ヶ所棚ダボが収まるU溝がほれたら、実際にはめ込んでみて不具合が無いか確認します。
棚柱用棚板

今回使用する棚受金具

溝の長さ
12mmストレートビットとストレートガイドを装着
棚柱用棚板の棚ダボも場合と同様に、棚板がずれないよう裏面に棚受金具ははまる溝をトリマーでほります。
今回使用する棚受金具の幅が12mmなので12mmのストレートビットを装着し、ストレートガイドを使用します。
溝の長さは、棚受金具より長くし、深さは2mm程度にし、切削します。

可動棚裏面に4ヶ所の溝ほり完了

棚受金具と溝の位置の確認
可動棚裏面4ヶ所に溝がほれたら、実際に棚にはめてみて、不具合が無いか確認します。
可動棚の加工が完了したら、棚本体と同様に塗装しておきます。
完成
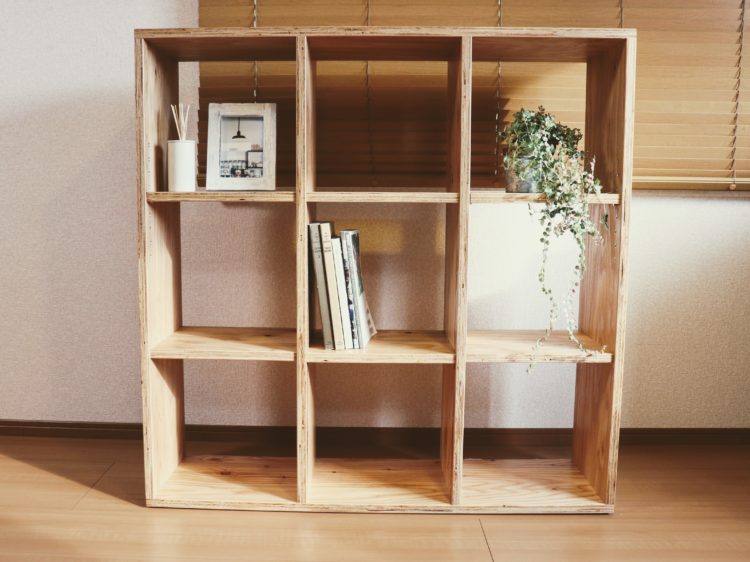

可動棚付の棚、完成です。
まとめ
今回は可動棚の種類と作り方について説明しました。
棚ダボタイプの可動棚は、ダボの位置の精度が重要なので、治具を使用しました。
棚柱タイプの可動棚は、棚柱をそのまま取り付けるのではなく、溝をほって棚柱を収めるやり方をしました。
今回紹介した作り方を参考にして、DIYで可動棚を取り入れた家具を作ってみてくださいね。