家具や建具の開閉部に必要な金物は、”丁番” です。
丁番と言えば、平丁番(中央の芯棒を軸に2枚の同形状の羽根が回転する形)を思い浮かべると思います。
しかし、平丁番の様な基本形の他にも、形や仕組みが異なる丁番があり、使い方や取り付け方法も異なります。
今回は、平丁番とは形状・取り付け方が異なる、”アングル丁番” について使い方と取り付け方法を説明します。
アングル丁番とは?

アングル丁番使用例

アングル丁番(閉じた状態)

アングル丁番(開いた状態)
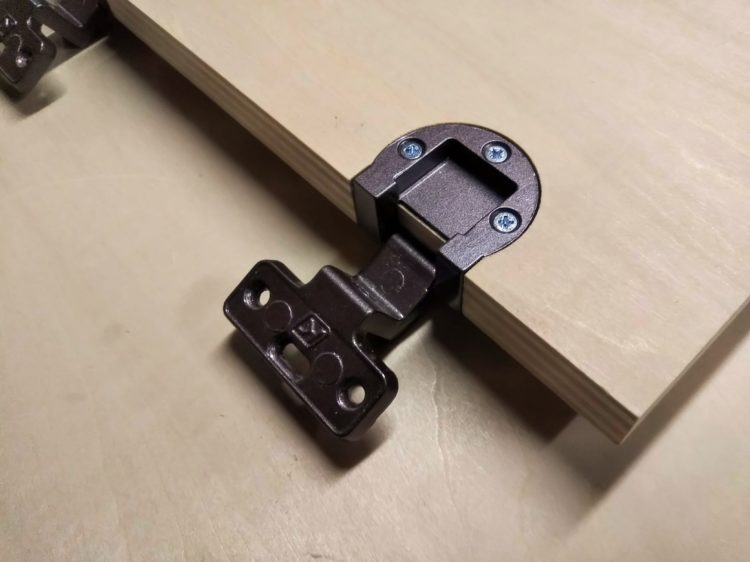
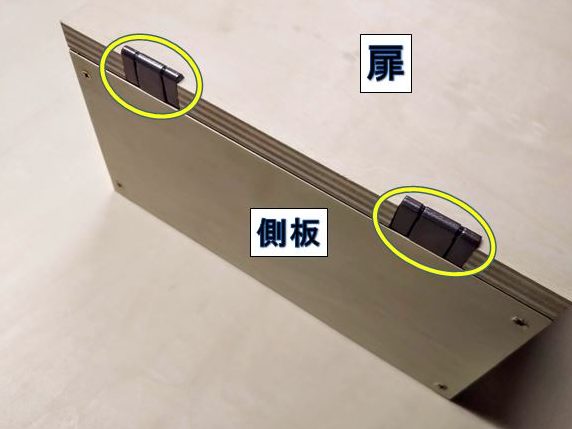
”アングル丁番” は、キャビネットなどの扉に使用され、扉内側(止め穴加工をする)と取付枠の側板にネジ止め固定し、扉の開閉を担う丁番です。
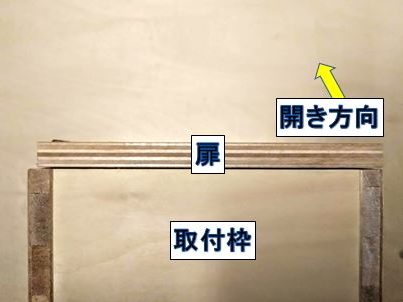
扉・取付枠を真上から見た写真

扉を前に持ち出しながら開く

180°の開き

225°程度の開きが可能
扉を開く時は、扉自体を前方に持ち出しながら開き、225°程度の開閉が可能(今回使用するアングル丁番の場合)です。

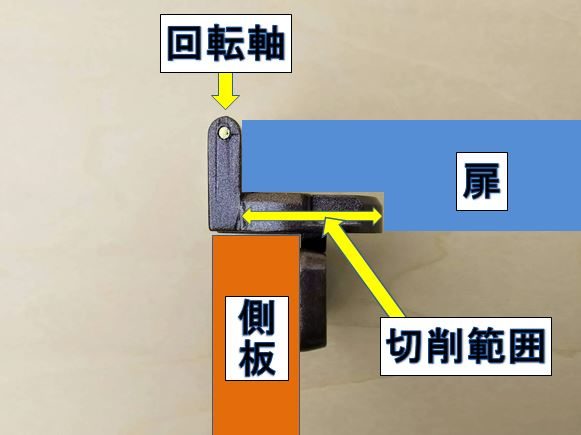
扉・側板・アングル丁番を真上から見た図
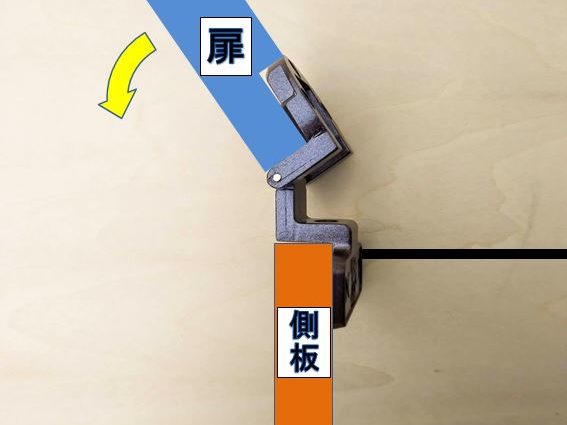
扉を開けた状態
実際の真上から見た開閉写真だと丁番が隠れて、取り付け位置・動きが見えません。
アングル丁番の取り付け位置・動きは上記の断面図の様になります。

扉板厚と側板厚
アングル丁番は、「16×15」や「20×20」といった呼び名が付けられ種類分けされています。
呼び名は、そのアングル丁番の使用に適した「扉板厚×側板厚」を表しています。
例えば、「16×15」の呼び名のアングル丁番は、扉板厚16ミリ・側板厚15ミリの物に使用する丁番ということになります。
アングル丁番の取り付け方法
基本の取り付け方法

扉内側に止め穴加工をする

扉内側に丁番をネジ止め

取付枠側の丁番の取付け(掘り込み加工無し)
今回使用するアングル丁番は、扉の内側に止め穴加工をして丁番を固定し、取付枠側は加工せずに丁番を固定します。
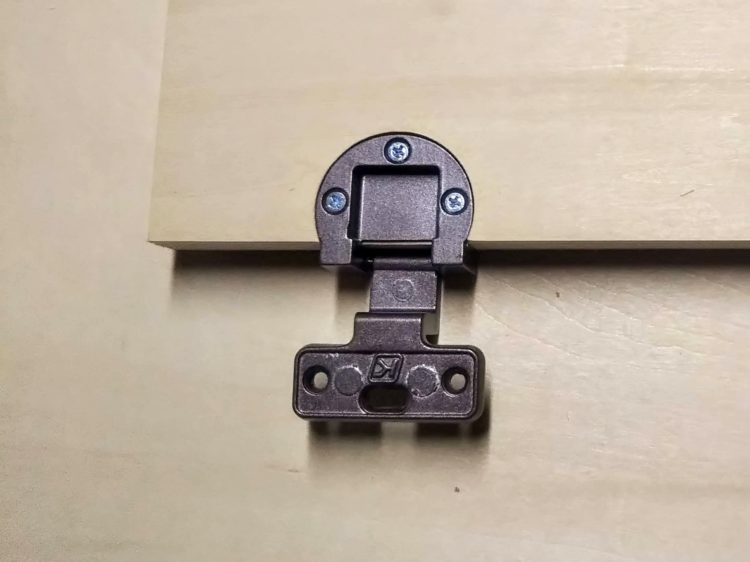
扉内側の丁番取付位置
扉の止め穴加工の切削範囲

止め穴切削範囲(扉無し)
扉内側に止め穴加工をしていきます。
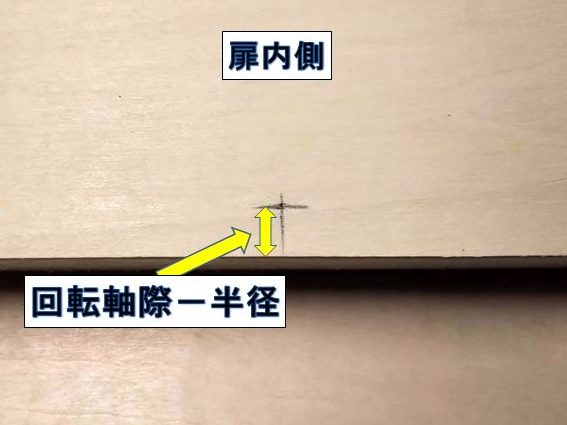
止め穴加工の切削範囲は、丁番の回転軸際までの円部分になります。

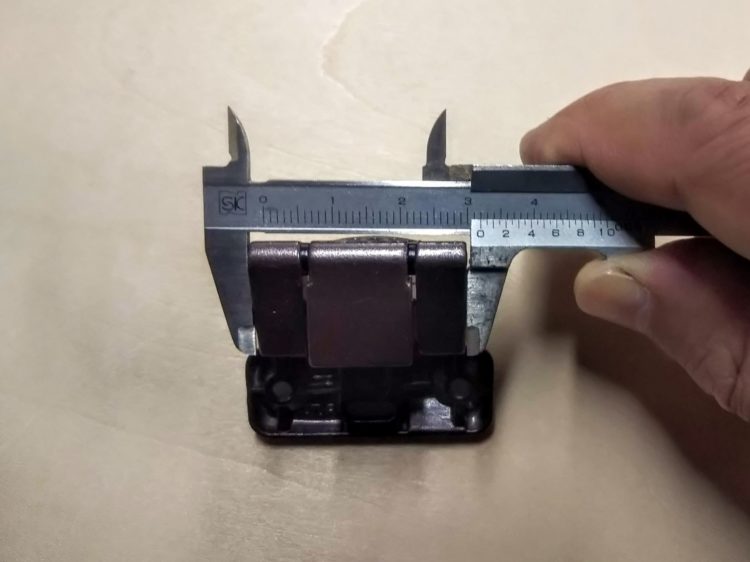
切削円は直径35mm
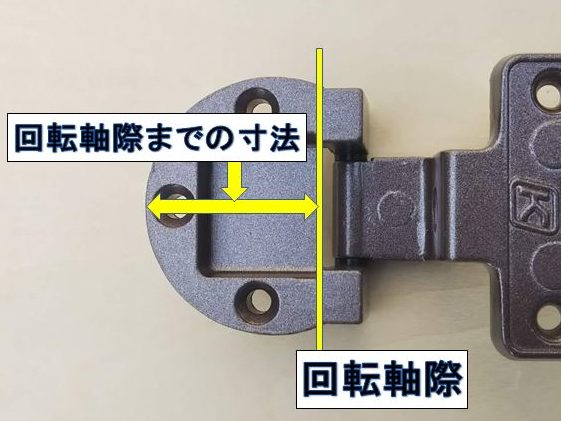
回転軸際までの寸法
丁番の円部分の直径を計測します。(今回使用する丁番の直径は35mmになります)
回転軸際までの寸法を計測します。
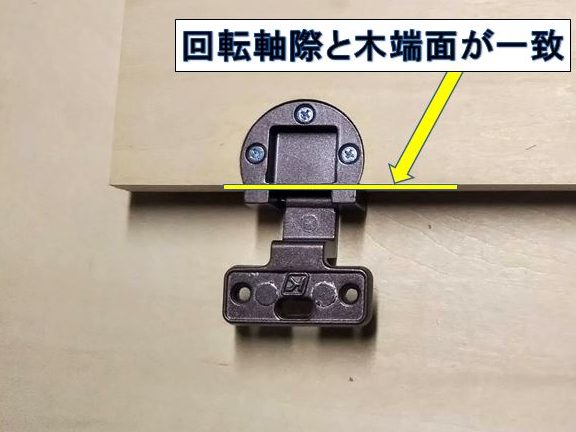
回転軸際と扉木端面が一致
止め穴加工の中心の位置

止め穴加工の中心を墨付け
丁番を取り付けた時に、回転軸の際と扉の木端面が一致します。
従って止め穴加工の中心の位置は、扉木端面から「回転軸際寸法-半径」の寸法分内側になります。(扉上下方向に対する丁番の位置は任意になります)
所定の場所に止め穴加工の中心を墨付けします。

木工用ボアビット 35mm

円部分の厚みを測定
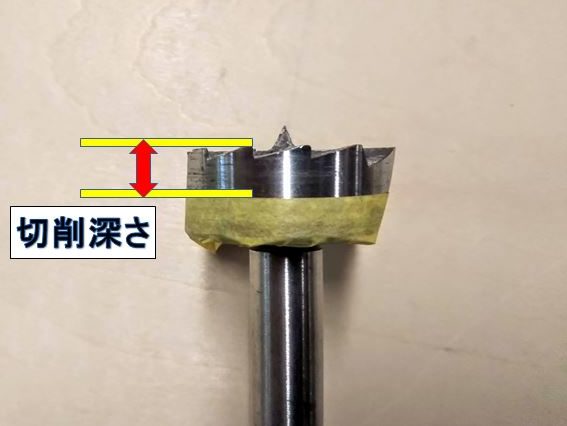
切削深さ上端にマスキング
止め穴加工には木工用ボアビット・35mmを使用します。
円部分の厚み(切削深さ)を計測し、ボアビットにマスキングテープで印(切削深さ上端)をつけます。
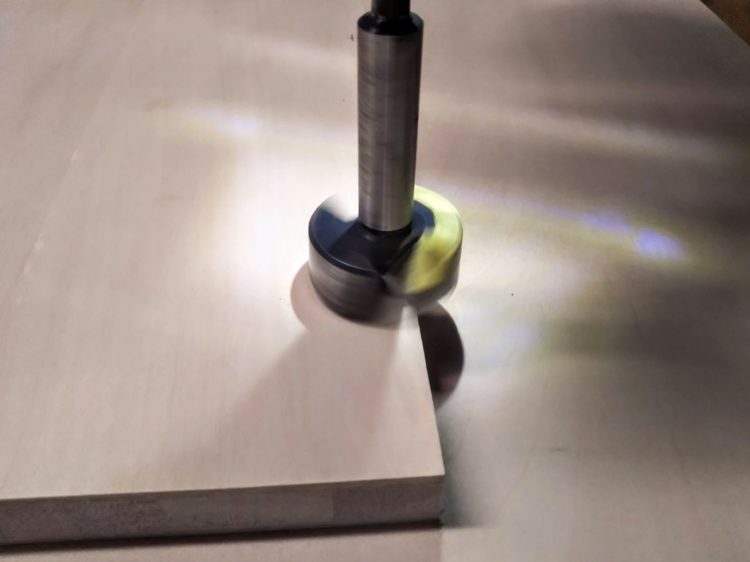
電動ドライバーにボアビットを装着し切削

ノギスで深さを計測
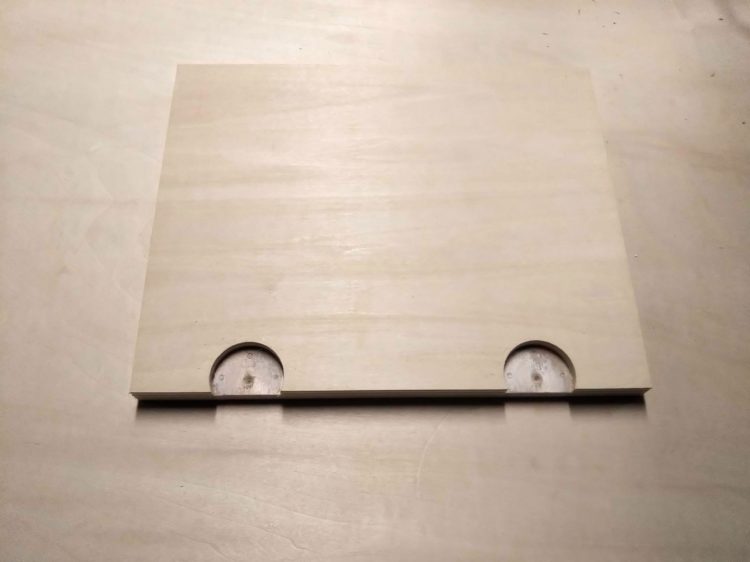
止め穴加工完成
ボアビットを電動ドライバーに装着し、ボアビットのセンターを扉中心墨に合わせ、マスキングテープの印を目安にして切削します。
適宜ノギスで深さを確認し、所定の深さまで切削したら、止め穴加工の完成です。
扉に丁番をネジで固定

扉内側に丁番の取付け完了
止め穴加工をした箇所にアングル丁番をはめ込み、ネジ止め・固定します。

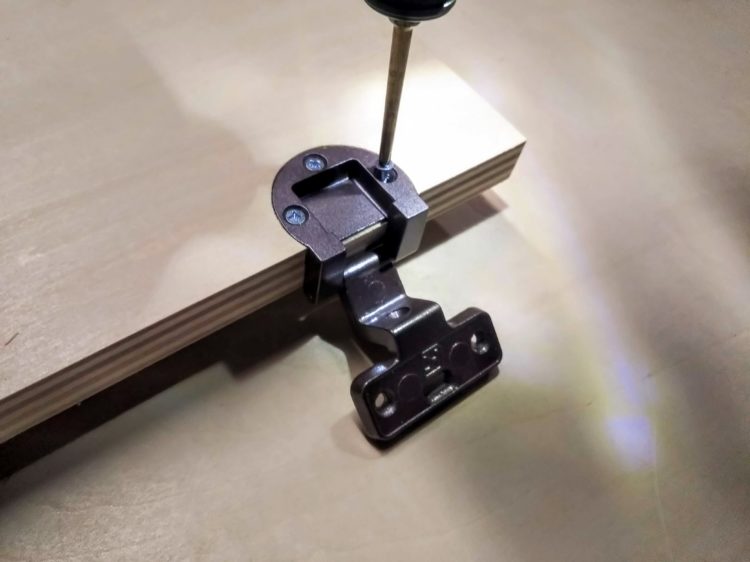
取付枠(側板)に丁番をセット

側板内側に3カ所・木端面に1カ所ネジ止め
扉に丁番を固定したまま、取付枠(側板)側の丁番部分を正確な取付位置にセットします。
側板内側に3カ所、側板木端面に1カ所、ネジ止めして丁番を固定します。

アングル丁番取り付け完成
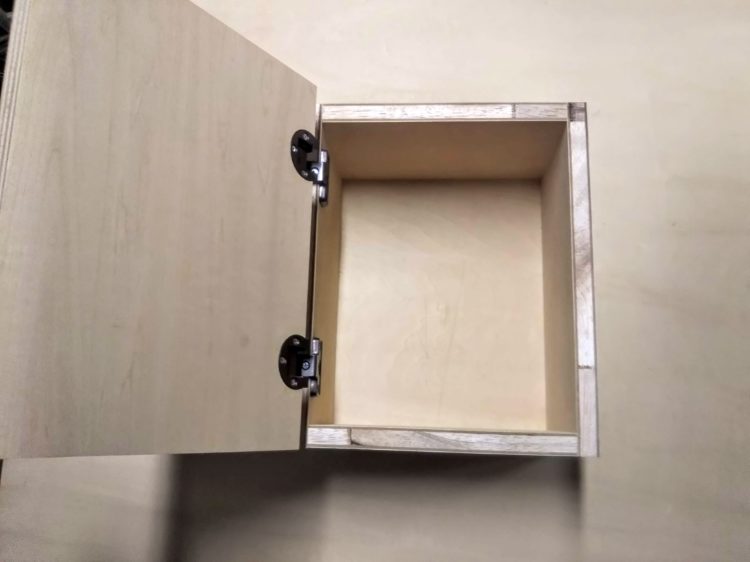
扉を開いた状態

扉を閉じた状態
アングル丁番の取り付けの完成です。
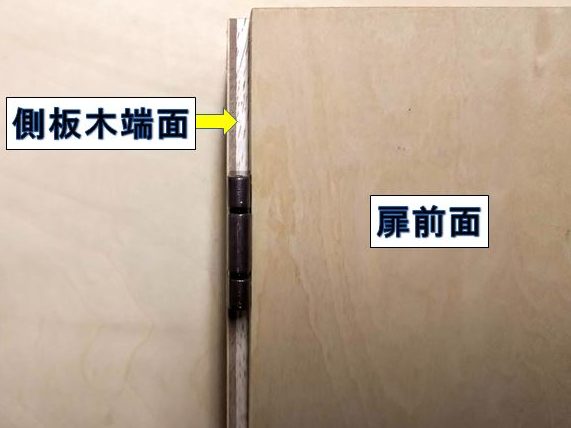
正面から見た丁番の収まり
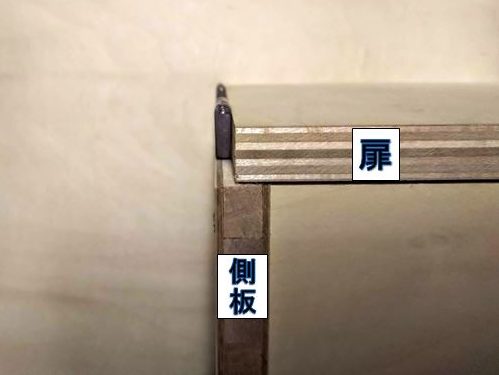
上下方向から見た丁番の収まり
扉正面から見ると、丁番の回転軸の厚み分だけ側板木端面が見える収まりになります。
アングル丁番は扉を閉めた時に保持する事が出来ないので、キャッチ等の保持金物を取り付ける必要があります。

薄型アングル丁番(閉じた状態)

薄型アングル丁番(開いた状態)
アングル丁番には、厚みが薄いタイプがあります。

薄型アングル丁番の収まり

薄型アングル丁番・取付枠側の厚み

基本のアングル丁番・取付枠側厚み
薄型アングル丁番は取付枠側の丁番の厚みが薄くなるので、収納物の出し入れの際丁番が邪魔にならず、収納スペースも広く取る事が出来ます。
全かぶせ仕様にする場合の取り付け方法

アングル丁番の通常の収まり

側板木端面が見えない収まり(全かぶせ)

木端面が見えない収まり
アングル丁番の通常の取り付け方法だと、正面から側板木端面が見えます。
アングル丁番を使用して側板木端面が扉に隠れる ”全かぶせ” 仕様にする場合の加工法を紹介します。

扉内側・木端面に掘り込み加工を施す
扉内側に丁番を固定

取付枠側の丁番の取付け(掘り込み加工無し)
アングル丁番を使用して全かぶせ仕様にするには、扉の内側・木端面に掘り込み加工をして丁番を固定し、取付枠側は加工せずに丁番を固定します。

アングル丁番を真上から見た写真(扉無し)

回転軸部分(扉無し)
回転軸の収まり
全かぶせ仕様にする為には、アングル丁番の回転軸部分を扉にはめ込む必要があります。
扉木端面を欠き取って回転軸部分をはめ込む為、トリマーで掘り込み加工をします。
回転軸部分の幅を計測

回転軸部分の厚みを計測
アングル丁番の回転軸部分の幅・厚みを計測します。

取付枠側の丁番のセンター=取り付け位置のセンター

丁番取り付け位置のセンターを墨付け
扉木端面に回転軸の幅を墨付け
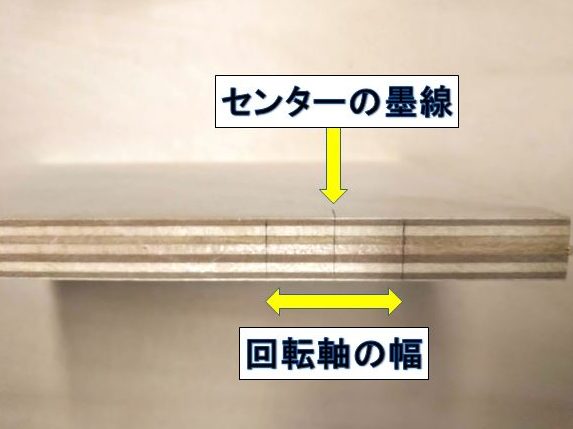
扉の内側にアングル丁番取り付け位置のセンターを墨付けします。
センターの墨線を基準として、扉木端面に回転軸の幅(欠き取り箇所)を墨付けします。
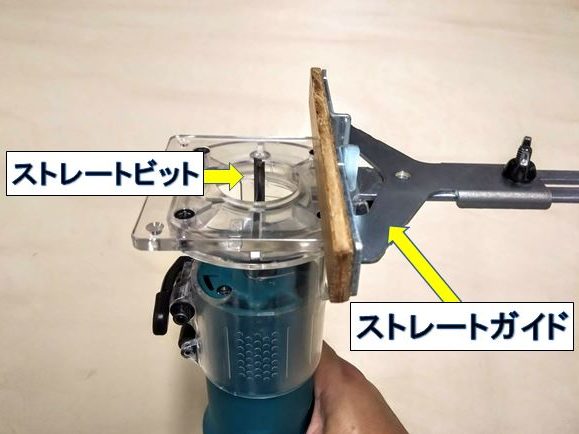
ストレートビットとストレートガイド
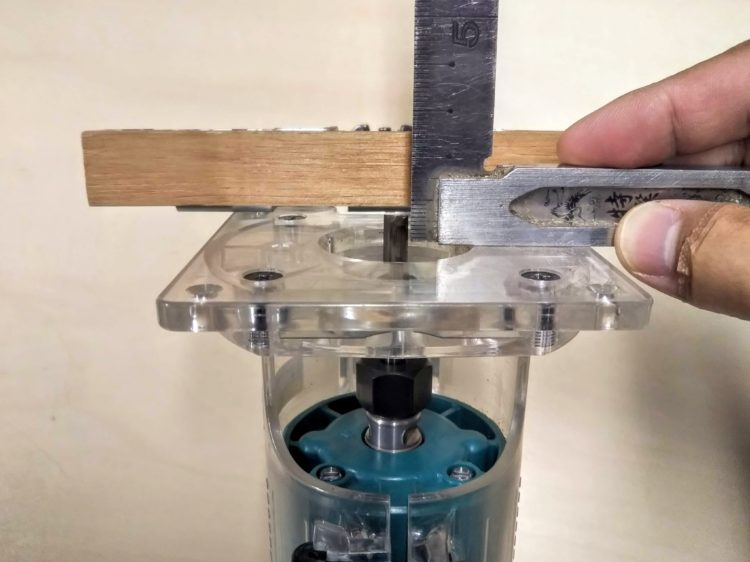
ビットの出を調整
トリマーにストレートガイド・ストレートビットを装着します。
トリマーのベース面からのストレートビットの出寸法を、回転軸の厚み分(掘り込み深さ)になる様に調整します。
トリマーの使用方法に関して詳しくは、トリマーの使い方と構造について詳しく説明します。 の記事を参照してください。
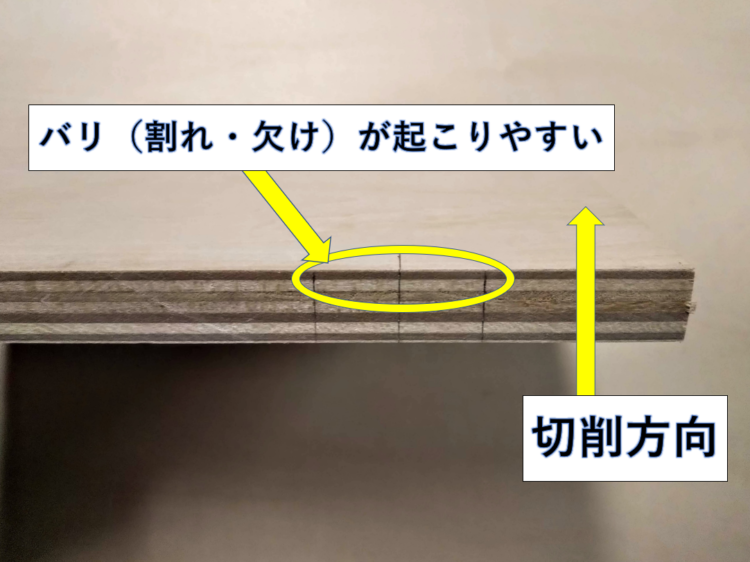
バリ(割れ、欠け)が起こりやすい部分
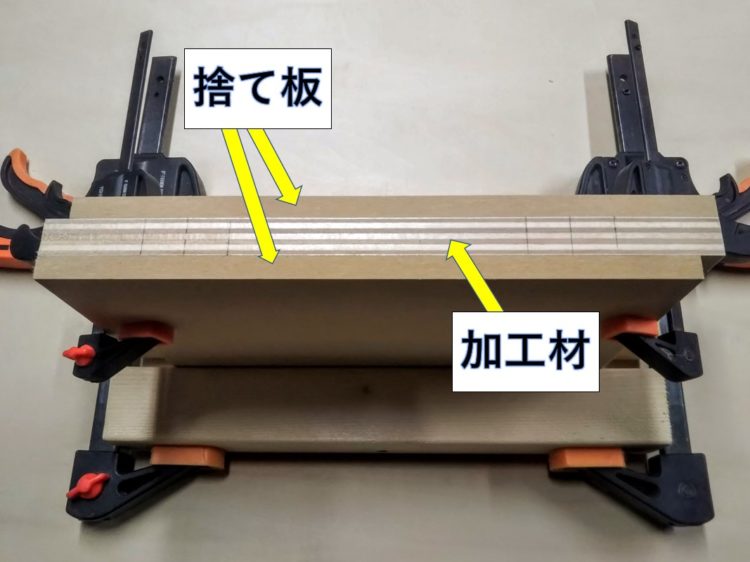
捨て板を固定する
掘り込み加工は扉木端面に対し直角方向にトリマーを送り切削する為、切削終わりの部分にバリ(割れ・欠け)が起こりやすくなるのと共に、トリマーのベース面の接地面積が狭く切削作業が不安定になりがちです。
バリ(割れ・欠け)を起こさなくする為と、トリマーの安定した切削を行う為に(ベースの接地面積を広くする)、加工材に捨て板を当てて固定しておきます。

扉木端面と捨て板上端を面にする

加工材のガイド面と捨て板を面にする
捨て板は、上端を扉木端面(加工面)と面(つら)(同一面)にし、かつ端をトリマー・ストレートガイドのガイド面と面にして(ストレートガイドの接地面積を増やす為)クランプで固定します。

掘り込み加工部分の右際を切削

トリマーで切削
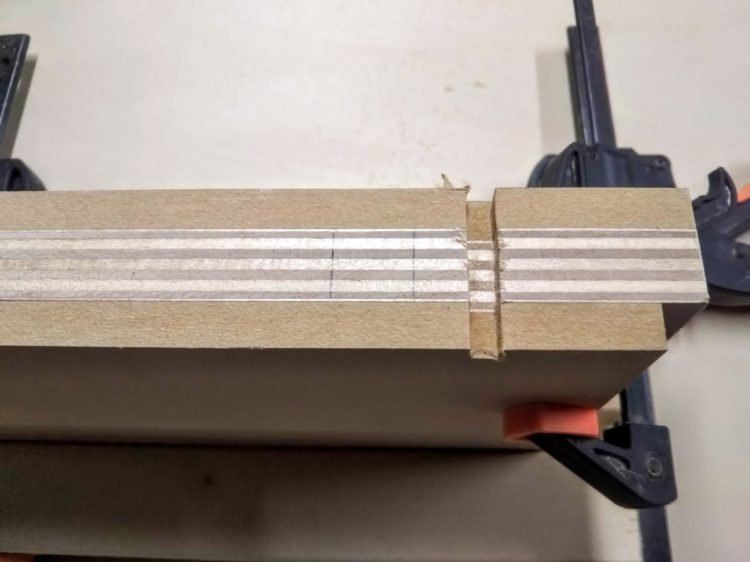
右際を切削完了
掘り込み加工部分の右際を切削していきます。
ストレートガイドとストレートビットの間隔が、加工材のガイド面と右際までの間隔と同じになる様に調整します。
ストレートガイドをガイド面に押し当て右際を切削します。

左右を入れ替える

反対側も同じ様に切削
片方の右際を切削したら、加工材を反転させ左右を入れ替えます。
もう片方も同じように(ストレートガイドとビットの間隔を変えずに)右際を切削します。

左際を切削
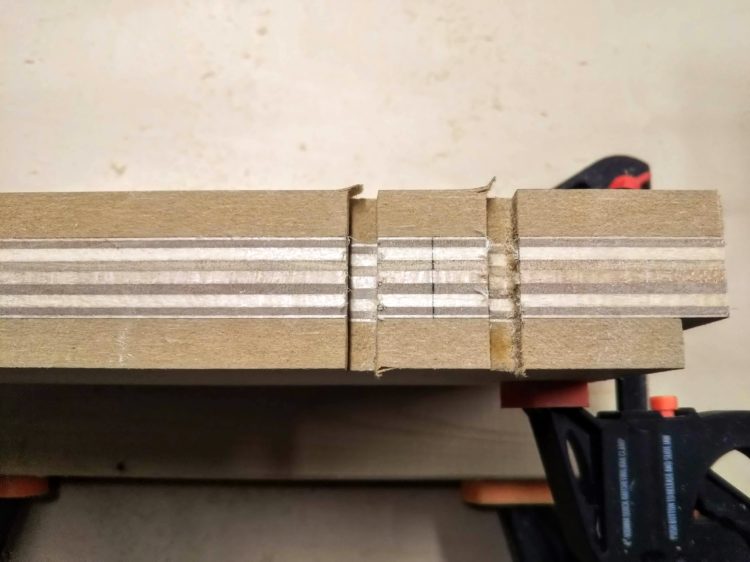
左際を切削完了
両側の右際を切削出来たら、掘り込み加工部分の左際を切削していきます。
ストレートガイドとストレートビットの間隔が、加工材のガイド面と左際までの間隔と同じになる様に調整します。
右際の切削と同じように加工します。
片側の左際を切削し終えたら、加工材を反転し、もう片方の左際も同じように切削します。

真ん中の残った部分を切削
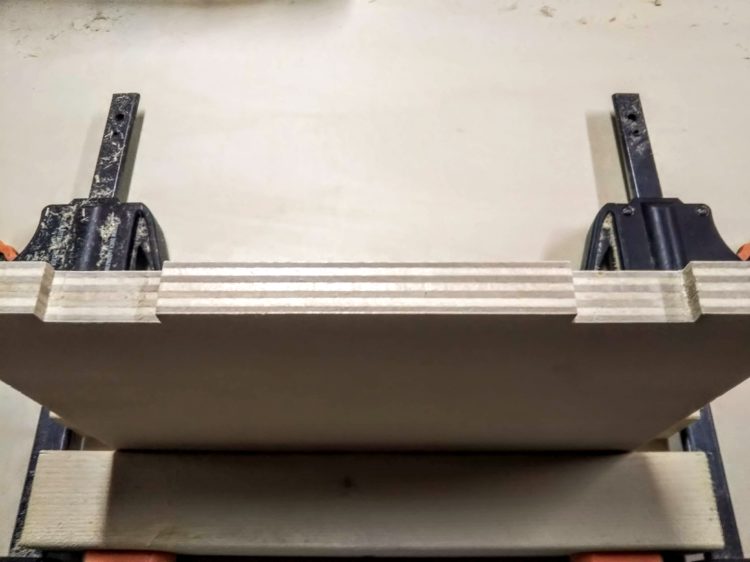
回転軸部分の掘り込み加工完了
両方の右際・左際の切削が出来たら、掘り残した真ん中の部分をトリマー(フリーハンド)で切削して、回転軸部分の掘り込み加工の完成です。
扉内側に掘り込み加工を施す

掘り込み加工する円部分

円部分の厚みを測定
扉の内側に、丁番の円形部分の掘り込み加工を施します。
丁番の円部分の直径と厚みを測定します。

ボール盤
木工用ボアビット 35mm
基本の取り付け方法では電動ドライバーで止め穴加工を行いましたが、今回は ”ボール盤” に木工用ボアビットを取り付け、止め穴加工をします。
ボール盤に関しては、ボール盤の構造と使い方とは? の記事を参照してください。

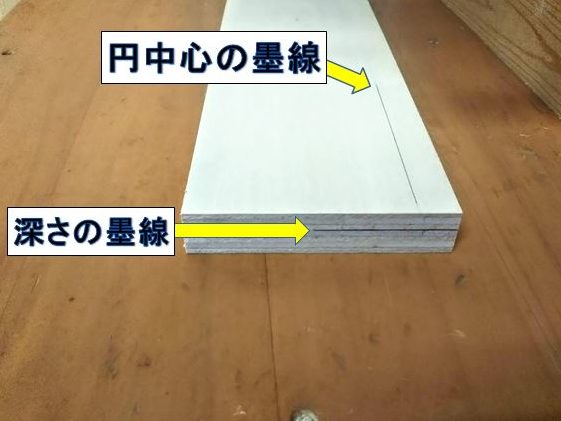
扉と同じ厚みの試し材

切削深さ調整
円中心の墨線とボアビットのセンターを合わせる
扉と同じ厚みの試し材を用意し、掘り込み加工の深さの墨線と円中心の墨線を印します。
ボール盤のハンドルを回しボアビットを下限の位置まで下げた状態にしたら、ボアビットの刃面が掘り込み深さの墨線に合う様に、ボール盤のテーブルを上げ下げして調整します。
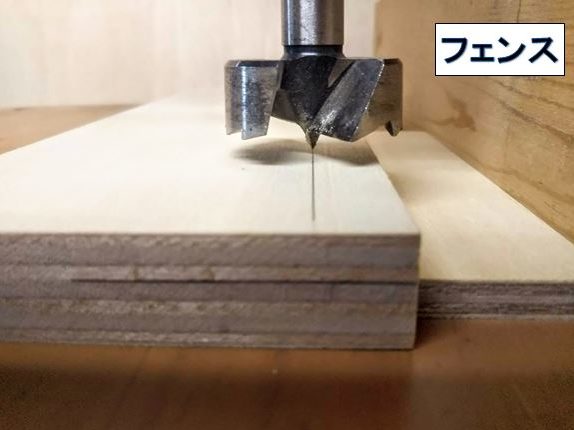
円の中心の墨線にボアビットのセンターが合う様に、テーブルを前後に動かしフェンスとボアビット・センターの間隔を調整します。

試し材に掘り込み加工

ノギスで深さを計測
ボール盤のセッティングが出来たら、試し材に掘り込み加工をしてみます。
実際に正確な位置・深さに掘り込み加工出来ているか、ノギス等を使用し確認します。
(正確な位置・深さに加工出来ていない場合は、ボール盤のセッティング調整・試し板で確認を繰り返します。)
扉をボール盤のテーブルにセット
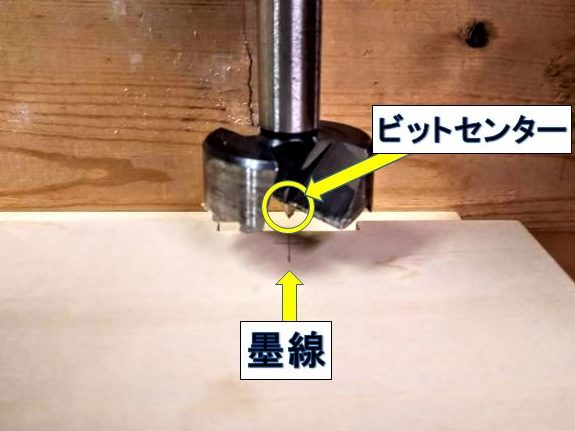
ビットセンターと墨線を合わせる
ボール盤のセッティングが完了したら、扉をテーブルのフェンス側に押し当ててセットし、掘り込み加工をします。
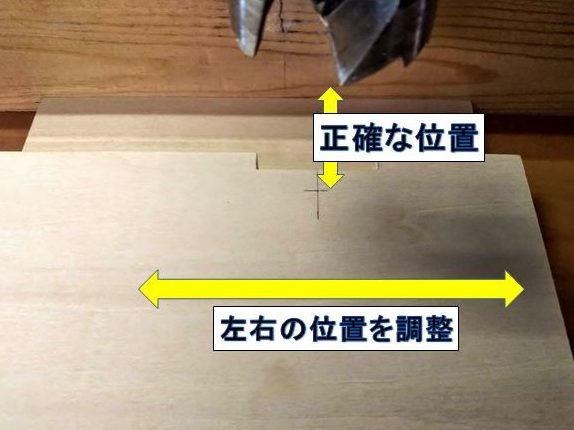
扉をフェンスに押し当てると、扉の掘り込み加工の位置に対して、ボアビットが前後(フェンスと手前)方向・深さ方向に関して正確な切削位置に来るようになっています。
左右方向に関しては、扉を左右に動かしてボアビットのセンターに墨線を合わせ、正確な切削位置に扉をセットします。

ボアビットで切削

掘り込み加工完了
扉がずれない様にしっかりと押さえ、扉の上下2ヶ所に止め穴加工が出来たら、掘り込み加工の完成です。

扉に丁番をネジで固定

扉上下に丁番を固定
掘り込みした所に丁番をはめ込み、ネジ止めします。

取付枠(側板)に丁番をセット

側板内側に3カ所ネジ止め

側板木端面に1カ所ネジ止め
取付枠(側板)側の丁番部分を正確な取付位置にセットし、ネジ止め・固定します。

アングル丁番の取り付け完了

扉を90度開いた状態

扉を閉じた状態
アングル丁番の全かぶせ仕様の取り付けの完成です。
側板木端面が見えずスッキリとした見た目になります。
まとめ
今回はアングル丁番の使い方と取り付け方法について説明しました。
アングル丁番を正確に取り付けるには、扉内側の止め穴加工の精度が重要なポイントになります。
電動ドライバーにボアビットを装着し切削してもいいのですが、ビットが傾き易かったり、正確な深さに切削することがむずかしくなります。
可能であれば、”ボール盤” など正確な止め穴加工が出来る電動工具を使用することをおススメします。
アングル丁番は輸入家具などによく使用されており、丁番の交換修理などが必要になることもあります。
その他の種類の丁番に関しては、蝶番(丁番)の種類と使い方、取り付け方法とは?まとめ の記事を参照してください。